

Где найти лучший китайский вертикальный кожухотрубчатый теплообменник?
2026-02-26
Знаете, когда начинаешь искать вертикальный кожухотрубчатый теплообменник из Китая, первое, что приходит в голову — Alibaba или какие-нибудь крупные торговые площадки. Но там часто попадаются либо перекупщики, либо заводы, которые делают всё подряд, от котлов до резервуаров, а специализация хромает. Лично я через это проходил: заказывал по каталогу, вроде бы параметры подходили, а на деле оказалось, что трубные решётки были сварены кое-как, и через полгода пошли течи. Потом уже понял, что искать нужно не просто китайский производитель, а именно тех, кто сфокусирован на теплообменном оборудовании и имеет реальный опыт с вертикальными кожухотрубчатыми теплообменниками для специфических сред — скажем, для агрессивных химикатов или высоких давлений. Это сразу отсекает процентов 80 вариантов.
Почему вертикальная компоновка — это не просто сэкономить место
Многие думают, что вертикальный теплообменник выбирают только из-за экономии площади. Отчасти это так, но не только. В некоторых процессах, особенно где есть двухфазные потоки или возможны отложения, вертикальная компоновка помогает с естественной циркуляцией и самоочисткой. Но вот загвоздка: если конструкция не продумана, то вся эта экономия вылезает боком при обслуживании. Я помню случай на одной из наших установок: поставили вертикальный аппарат для подогрева мазута. Вроде бы всё рассчитали, но не учли достаточно тепловое расширение трубного пучка при пуске с холодного состояния. В итоге — деформация, контакт с кожухом, локальный перегрев. Пришлось останавливать линию и переделывать крепления. Так что лучший аппарат — это тот, где инженеры заранее просчитали такие нюансы, а не просто скопировали чертёж из каталога.
Ещё один момент — материалы. Для вертикальных конструкций, особенно высоких, критична не только коррозионная стойкость, но и механическая прочность сварных швов под вибрацией. Один раз мы получили партию теплообменников, где трубные доски были из углеродистой стали с наплавкой из нержавейки. Вроде бы стандартное решение. Но при осмотре выяснилось, что наплавка была выполнена с непроварами, и после гидроиспытаний под давлением в 25 бар пошли микротрещины. Пришлось вести долгие переговоры о замене. Теперь всегда требую протоколы неразрушающего контроля критичных швов, особенно по сварке разнородных сталей.
И да, не верьте слепо сертификатам на материалы. Лучше, если завод сам имеет металлобазу и контролирует входное сырьё. Слышал истории, когда вместо заявленной нержавейки AISI 316L использовали 304-ю, а разницу заметили только после ввода в эксплуатацию, когда началась межкристаллитная коррозия. Поэтому сейчас при выборе поставщика первым делом смотрю, есть ли у них своя лаборатория для спектрального анализа.
Где искать специализированного производителя: неочевидные точки
Крупные выставки вроде Химии или Нефтегаза — это, конечно, хорошо, но там представлены в основном гиганты, и их цены часто включают брендовую надбавку. Мой опыт подсказывает, что часто более сбалансированное соотношение цены и качества можно найти у региональных промышленных кластеров в Китае. Например, в провинции Шаньдун исторически сильна тяжёлая промышленность и машиностроение. Там сосредоточены не только конечные сборщики, но и предприятия, делающие заготовки, штамповки, что важно для цепочки поставок.
Один из таких примеров — ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. На их сайте https://www.sdboyu.ru видно, что они расположены у подножия горы Тайшань, что само по себе намекает на серьёзный промышленный регион. Компания занимает площадь 160 000 квадратных метров — это не гаражная мастерская. Меня привлекло то, что у них есть лицензия на производство сосудов под давлением класса D и квалификация котлов класса A от AQSIQ. Это не просто бумажка — это означает, что их производственные процессы и контроль качества проверялись государственными органами, что для теплообменников, работающих под давлением, критически важно.
Но сайт сайтом, а живой контакт важнее. Когда я впервые связался с их техотделом, то задал несколько каверзных вопросов по расчёту температурных напряжений в вертикальных кожухотрубчатых теплообменниках с плавающей головкой. Ответили не сразу, через сутки, но прислали не маркетинговую отписку, а фрагмент расчётной методики с отсылками к стандартам ASME и GB. Это был хороший знак. Позже, когда обсуждали проект для одного химического завода, их инженеры сами поинтересовались, не планируется ли в будущем изменение среды с добавлением хлоридов, и предложили вариант с трубками из дуплексной стали, хотя изначально в запросе была 316-я. Такая проактивность дорогого стоит.
На что смотреть в производственном процессе: из личного опыта аудита
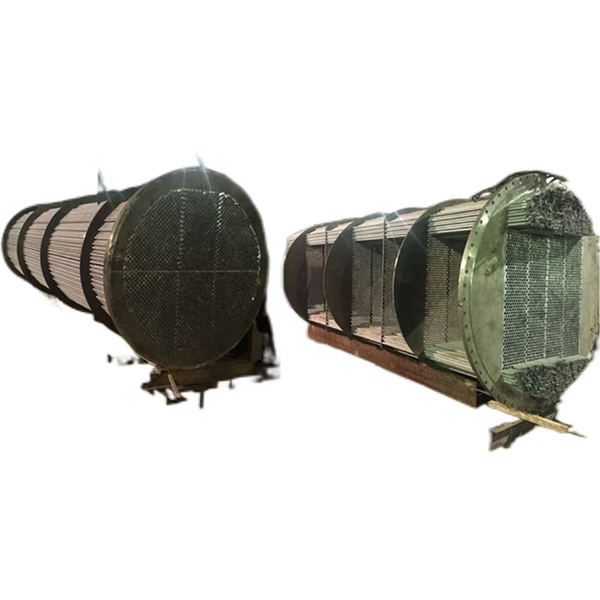
Если есть возможность, всегда стараюсь посетить завод лично или хотя бы организовать видео-тур по цеху. Что я искал в случае с вертикальными теплообменниками? Во-первых, как организована сборка трубного пучка. Он должен собираться в горизонтальном положении на специальном стенде, с контролем параллельности и шага. Видел на одном мелком заводе, как пучок собирали на коленке, упирая в пол, потом его с трудом затаскивали в кожух — гарантированно будут повреждения изоляции трубок.
Во-вторых, оборудование для развальцовки или сварки труб в трубных решётках. Должны быть станки с ЧПУ, обеспечивающие одинаковое усилие и глубину. Ручная развальцовка — это лотерея. У Шаньдун Бойю, судя по фото и видео с производства, в цеху стоят как раз автоматические станки для этой операции. Также обратите внимание на участок термической обработки сварных швов после сборки — это обязательно для снятия напряжений, особенно в аппаратах для цикличных нагрузок.
И третий, часто упускаемый момент — испытательный стенд. Он должен позволять проводить не только гидравлические испытания, но и, по необходимости, пневматические (например, для проверки на герметичность в газовых средах) и даже тепловые испытания на модельном контуре. На сайте sdboyu.ru в описании компании указано, что менеджмент качества прошёл сертификацию ISO9001:2008. Это база, но хорошо, если есть и собственные, более строгие регламенты испытаний. Например, проводят ли они испытания на циклическую усталость для аппаратов, которые будут работать в режиме старт-стоп? Это вопрос, который стоит задать напрямую.
Цена, сроки и подводные камни логистики
Цена — это, конечно, важный фактор, но если она подозрительно низкая, стоит копнуть глубже. Часто экономия достигается за счёт толщины стенок (берут минимально допустимое по расчёту, без учёта коррозионного запаса), более дешёвых и менее стойких уплотнений или упрощённой конструкции компенсаторов. Для вертикального кожухотрубчатого теплообменника всегда запрашивайте детальный расчёт на прочность (расчётный отчёт) и сравнивайте заложенные запасы с вашими условиями эксплуатации.
Со сроками изготовления тоже есть нюансы. Стандартный аппарат могут сделать за 8-10 недель. Но если нужны специальные материалы (титан, хастеллой) или нестандартные испытания, сроки легко растягиваются до 20 недель. Уточняйте, есть ли у завода складские запасы металлопроката нужных марок сталей. Это сильно влияет на скорость реакции.
Логистика вертикальных аппаратов — отдельная история. Высокие аппараты (скажем, выше 10 метров) часто перевозят морским путём в горизонтальном положении. Нужно заранее обсудить с заводом, как они обеспечивают крепление аппарата внутри контейнера или на палубе, чтобы избежать повреждений. И кто готовит расчёты на прочность для условий морской перевозки? Лучший производитель возьмёт эту работу на себя и предоставит все необходимые документы для перевозчика.
Послепродажка: вот где видна настоящая надёжность
Можно сделать идеальный аппарат, но если с документацией или запчастями будут проблемы, вся экономия сойдёт на нет. Обратите внимание на комплектацию поставки. Помимо самого теплообменника, должны идти: подробный паспорт с результатами испытаний, исполнительные чертежи (сварочные, монтажные), инструкция по монтажу, эксплуатации и ремонту, а также рекомендации по консервации при простое. Желательно, чтобы чертежи были в формате CAD — это сэкономит время вашим конструкторам при привязке к существующим коммуникациям.
Сервис. Готов ли поставщик оперативно отвечать на технические вопросы после поставки? Предоставляют ли они контакты конкретного инженера, который вёл проект? В случае с упомянутой компанией из Шаньдуна, у них в штате 22 инженерно-технических работника управления, что намекает на структурированную поддержку. Это важно, когда в процессе монтажа возникает вопрос по обвязке или настройке предохранительной арматуры.
И последнее — наличие типовых моделей и запасных частей. Если производитель имеет каталог проверенных конструкций вертикальных кожухотрубчатых теплообменников разной площади, это говорит об отработанности технологии. А если он ещё и может в короткие сроки поставить сменный трубный пучок или прокладки для разборного аппарата, это огромный плюс для минимизации времени простоя вашего производства.
В общем, искать лучший вариант — это не просто гуглить. Это анализировать специализацию завода, смотреть вглубь его производственных процессов, проверять компетенции инженеров и оценивать готовность сопровождать продукт на всём его жизненном цикле. И иногда, как в случае с региональными промышленными группами вроде ООО Шаньдун Бойю, это оказывается более разумным путём, чем покупка у раскрученного бренда, который на самом деле только собирает компоненты от субпоставщиков. Главное — задавать правильные вопросы и смотреть не на красивые картинки, а на сухие факты и детали в документах.