

Где найти поставщиков сварочных технологий для сосудов высокого давления из Китая?
2026-01-30
Знаете, когда слышишь этот вопрос, первое, что приходит в голову — Alibaba или B2B-площадки. Но если речь о реальном производстве, а не о разовых закупках, всё становится куда сложнее. Многие ошибочно полагают, что найти китайского поставщика для таких ответственных изделий — это просто найти завод с сертификатами. На деле же, сертификат — это лишь пропуск на старт. Главное — это технологическая дисциплина в цеху, контроль на каждом этапе сварки и, что часто упускают из виду, реальный опыт работы с конкретными марками сталей и готовность адаптировать процесс под ваш техрегламент.
От сертификатов к цеху: что искать на самом деле
Итак, лицензия D-класса и ISO 9001 — это must-have. Без этого даже не стоит начинать разговор. Но вот нюанс: в Китае сотни заводов имеют эти бумаги. Ключ — в деталях. Меня всегда интересовало не наличие сварочного оборудования, а его состояние и как оно используется. Например, есть ли система учёта и калибровки сварочных аппаратов? Как организовано хранение сварочных материалов (электроды, проволока, флюс)? Если на эти вопросы менеджер по продажам отвечает расплывчато, а сразу тащит прайс-лист — это тревожный звонок.
Один из моих первых неудачных опытов был связан как раз с этим. Нашли поставщика, вроде бы солидного, все сертификаты в порядке. Приехали на завод — цех огромный, краны, стенды для испытаний. Но в углу сварочного участка заметили ржавые бобины с проволокой, валяющиеся прямо на полу. Никакой маркировки, никакого контроля влажности. В итоге, по первой же партии получили нестабильные результаты по ударной вязкости шва. Пришлось разрывать контракт. Вывод простой: технология сварки начинается не у аппарата, а на складе.
Поэтому сейчас я всегда прошу не просто фото цеха, а фото конкретных участков: склад сварочных материалов, пост подготовки кромок, зона контроля сварных швов (рентген, УЗК). Если поставщик готов это показать в режиме реального рабочего дня — это хороший знак.
Где искать: площадки, выставки и сарафанное радио
Alibaba и Made-in-China — это, конечно, точки входа. Но фильтровать там нужно жёстко. Я всегда ставлю галочку ?Торговая компания? в фильтрах и смотрю только на производителей. Даже в этом случае 70% профилей — это ?фасад?. Они могут быть привязаны к заводу, но их отдел продаж технически безграмотен. Ваша задача — как можно быстрее выйти на инженера-технолога или начальника сварочного участка. Если коммуникация идёт только через менеджера, который не понимает разницы между сваркой под флюсом и аргонодуговой сваркой для нержавеющей стали, — продолжайте поиск.
Намного эффективнее — отраслевые выставки в Китае, например, ?China International Pressure Vessel Expo? или ?Beijing Essen Welding?. Там можно не только посмотреть стенды, но и вживую пообщаться с техническими специалистами, потрогать образцы швов, получить каталоги с реальными, а не стоковыми фотографиями процессов. Часто именно там завязываются самые полезные контакты.
И не стоит забывать про ?сарафанное радио? в профессиональных сообществах. Русскоязычные форумы сварщиков и специалистов по ОПО — кладезь информации. Там часто делятся реальными отзывами, причём не только положительными, но и историями о проблемах. Узнать, как тот или иной завод решал спорные вопросы по браку, порой ценнее десятка рекламных буклетов.
Пример из практики: разбор конкретного случая
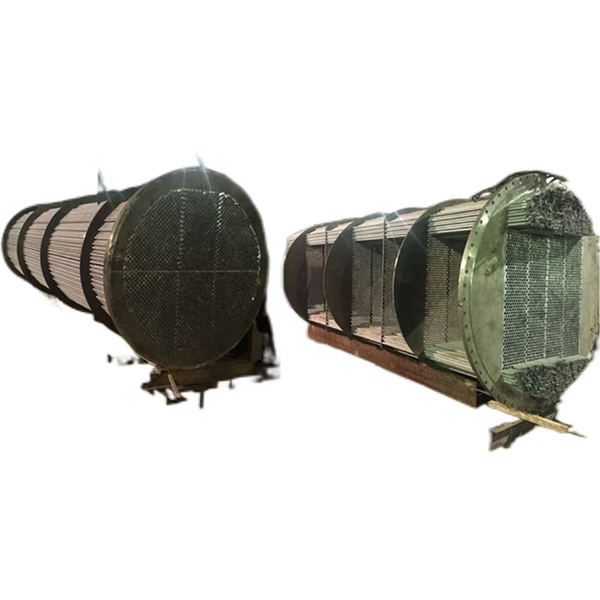
Хочу привести в пример одну компанию, с которой работал — ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. Наткнулся на них не на площадке, а по рекомендации коллеги, который заказывал у них теплообменники. Что привлекло? Не их сайт https://www.sdboyu.ru, который довольно стандартен, а их готовность организовать видео-конференцию прямо из цеха в ответ на мой технический запрос по сварке кольцевых швов на толстостенных обечайках из стали 16MnDR.
В описании компании указано, что они расположены у подножия горы Тайшань, имеют лицензию на сосуды под давлением класса D и сертификат ISO9001. Но для меня ключевым стало другое: во время той онлайн-экскурсии показали цех разделки кромок с CNC-станками и, что важно, стенд для механизированной сварки под флюсом (ESW) для продольных швов. Видно было, что оборудование не новое, но содержится в порядке. Технолог, который вёл трансляцию, чётко объяснил, как они контролируют подогрев для этой марки стали и как ведут журналы сварки. Это дало гораздо больше уверенности, чем просто цифры о площади в 160 000 кв. м и штате в 520 человек.
Позже, уже в процессе работы по небольшой пробной партии, возник вопрос по процедуре PWHT (послесварочный термоотпуск). Их инженеры достаточно быстро прислали не просто протокол, а расчёт температурного графика с обоснованием, ссылаясь на свой внутренний стандарт, который был жёстче, чем ASME. Это и есть тот самый ?технологический бэкграунд?, который покупаешь.
Подводные камни: на что ещё смотреть, кроме сварки
Сосредоточившись на сварке, можно упустить другие критичные моменты. Первое — это металлургическая база. Откуда завод берёт листовой прокат и поковки? Есть ли у них долгосрочные контракты с крупными металлургическими комбинатами вроде Baosteel? Это гарантия стабильного химического состава и механических свойств исходного материала, а это основа основ для свариваемости.
Второе — неразрушающий контроль. Наличие своего отдела НК с аттестованными специалистами (VT, PT, MT, RT, UT) — огромный плюс. Уточните, по каким стандартам аттестованы операторы (SNT-TC-1A, ISO 9712). Были случаи, когда завод экономил, отдавая контроль на аутсорс ?шарашкиной конторе?, и в итоге пропускали непровары.
И третье, чисто организационное — логистика и упаковка. Казалось бы, мелочь. Но как-то раз получили сосуд, на котором при транспортировке были повреждены сборочные патрубки из-за хлипкой упаковки. Ремонтировать пришлось уже на месте, с согласованием изменённой технологии сварки с их инженерами. Теперь всегда отдельным пунктом в ТЗ прописываю требования к креплению и упаковке для морской перевозки.
Выстраивание долгосрочных отношений
Найти поставщика — это только полдела. Главное — выстроить работу. Тут важно с самого начала быть максимально конкретным. Предоставляйте не просто чертежи по ASME или ПБ, а подробное Техническое Задание (ТЗ), где отдельным разделом будет ?Технология сварки и контроль?. Укажите требования к квалификации сварщиков (например, сертификация по ASME Section IX), методы НК для каждого типа шва, допустимые нормы по непроварам и пористости.
Обязательно планируйте этап инспекции во время производства (Factory Inspection). Лучше, если это будет не просто финальный осмотр, а выезд вашего или нанятого инженера на ключевые этапы: раскатка металла, сварка первого шва, термообработка. Это недоверие? Нет, это общая ответственность. Китайские поставщики, которые работают серьёзно, нормально к этому относятся и сами заинтересованы в прозрачности.
И последнее. Не гонитесь за самой низкой ценой. Адекватная цена — это отражение правильных процессов: качественного основного металла, квалифицированных сварщиков, полноценного контроля. Сэкономив 10% на контракте, можно потерять втрое больше на простое объекта из-за брака. Поставщик технологий сварки для сосудов давления — это не продавец, это, по сути, ваш технологический партнёр на другом конце цепочки. И искать нужно именно партнёра, а не просто исполнителя.