

Китайские поставщики сварных сосудов высокого давления: инновации?
2026-01-24
Когда слышишь ?китайские поставщики?, многие сразу думают о цене. Дешево. Сварные сосуды высокого давления — не исключение. Но вопрос в заголовке с вопросительным знаком — он правильный. Потому что за последние лет семь-восемь картина сильно изменилась. И инновации здесь — не про маркетинговые слоганы, а про конкретные, часто вынужденные, шаги на производстве, чтобы соответствовать не только нашим, но и, что важнее, международным стандартам. Давайте по порядку.
От ?делаем как чертеж? к ?а почему так??
Раньше типичная ситуация: присылаешь техническое задание (ТЗ) на сосуд, например, для химического производства. Получаешь ответ: ?Можем?. И все. Ни вопросов по материалу, если там сплав особый, ни по условиям эксплуатации — просто ?делаем?. Сейчас, работая с более-менее серьезными заводами, стал замечать сдвиг. Инженеры начали задавать вопросы. Не для галочки, а по делу. ?У вас в спецификации указана сталь 16MnDR, но при рабочей температуре в -50°C и цикличной нагрузке мы рекомендуем рассмотреть вариант с более низким содержанием серы и фосфора, вот наш протокол испытаний ударной вязкости при -60°C?. Это уже другой уровень.
Это не везде, конечно. Но фокус сместился с простого изготовления по ГОСТ или ASME на анализ самого применения. Почему? Конкуренция и выход на внешние рынки. Чтобы продавать в страны СНГ, Юго-Восточную Азию, даже на Ближний Восток, нужно не просто иметь сертификат, а уметь его технически обосновать. Контролирующие органы там задают каверзные вопросы по сварным швам, термообработке, контролю качества.
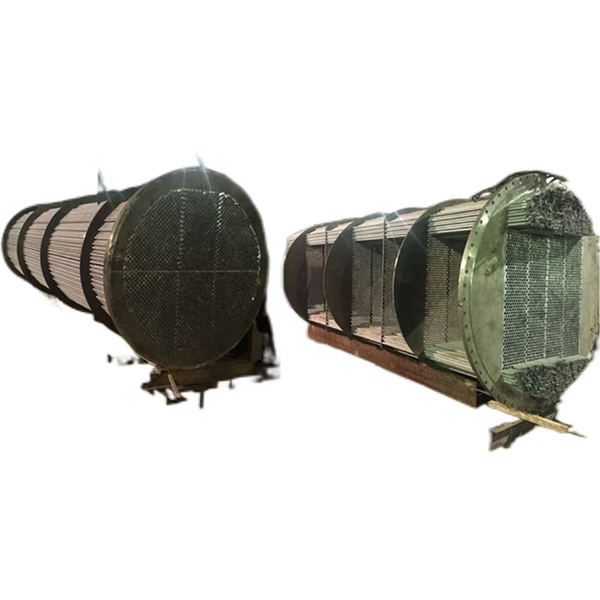
Вот конкретный пример из практики. Заказывали партию сосудов высокого давления для газораспределительной станции. Поставщик, с которым давно работаем — ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (их сайт — sdboyu.ru). В процессе обсуждения их инженер обратил внимание на пункт в ТЗ о возможности гидроудара в системе. Предложили не просто увеличить толщину стенки ?с запасом?, а изменить конструкцию штуцеров и усилить зону вокруг них, плюс провести дополнительный расчет на усталость. Это и есть та самая ?прикладная? инновация — не изобретение велосипеда, а осмысленное применение инженерных знаний под конкретную задачу.
Оборудование и ?человеческий фактор?
Говорят, купили японские станки плазменной резки или немецкие автоматы для сварки под флюсом — и все, инновации налицо. Это только половина правды. Вторая половина — кто и как на них работает. Китайские заводы сейчас активно вкладываются в обучение. Не просто ?пройди инструктаж?, а полноценные программы с приглашением специалистов из Европы или Японии. Видел это на том же Шаньдун Бойю. У них в штате, как указано в описании, больше 20 инженерно-технических работников управления и персонал с квалификациями. Но суть в том, что эти люди не просто ?сидят в офисе?. Они постоянно на цехе, особенно ответственные сварщики и инспекторы по неразрушающему контролю (НК).
Проблема, с которой сталкиваются многие, — это именно системность контроля. Можно купить дорогой ультразвуковой дефектоскоп, но если оператор обучен по принципу ?нажми кнопку и посмотри на экран?, а не понимает физику распространения волн в разнородных сварных швах, толку мало. Китайцы это поняли. Теперь часто в комплект с оборудованием для НК (радиография, ультразвук) закупают и долгосрочные контракты на обучение с производителями этого оборудования. Это дорого, но это уже не выбор, а необходимость для получения тех же лицензий AQSIQ, которые у них есть.
Еще один момент — цифровизация процесса. Не та, что для отчетности, а для отслеживания. Каждая заготовка, каждый сварной шов, каждый этап термообработки теперь часто имеет свой цифровой код. Отсканировал — и видишь всю историю: кто варил, на каком аппарате, параметры, результаты контроля. Это резко снижает брак и упрощает расследование, если что-то пошло не так. Для нас, как для заказчиков, это прозрачность. Можно дистанционно запросить данные по конкретному шву. Раньше приходилось ждать бумажный отчет неделями.
Материалы и локализация
Здесь инновации часто носят вынужденный характер из-за санкций и логистических кризисов. Раньше многие ответственные сосуды делали из импортной стали — японской, немецкой. Сейчас китайские металлургические комбинаты, такие как Baosteel, активно развивают линейки сталей для сварных сосудов высокого давления, включая криогенные и коррозионностойкие. И это не просто копии. Приходится адаптировать химический состав и технологию прокатки под возможности своих доменных печей и, что важно, под доступные сварочные материалы (проволоку, флюсы).
Был интересный случай. Для проекта требовался сосуд из стали типа SA-387 Gr.11 (хромомолибденовая). Импортная была под санкциями, цена взлетела. Китайский поставщик (не буду называть, это не Boyu) предложил свой аналог. Но пришли результаты механических испытаний после сварки — проблемы с пластичностью в зоне термического влияния. Пришлось вместе с их металлургами и технологами сварки буквально ?подбирать? режим пост-сварочной термообработки (ПВТО). Потратили месяц, сделали десяток испытательных пластин. В итоге вышли на параметры. Это и есть инновация на месте — без нее проект бы встал.
Локализация касается и комплектующих. Арматура, прокладки, датчики. Китайские производители теперь часто предлагают ?под ключ? — не только сосуд, но и всю обвязку. Качество, честно, пока неравномерное. Но там, где это критично (предохранительные клапаны, например), они не стесняются сотрудничать с известными европейскими брендами, делая сборку или адаптацию у себя. Это разумный компромисс между стоимостью и надежностью.
Сертификация как двигатель, а не бумажка
Наличие у завода лицензии D-класса на сосуды под давлением и сертификата ISO 9001 — это давно не преимущество, а базовое требование для входа в рынок. Инновация здесь в том, как к этому относятся внутри. Раньше такие сертификаты часто были ?для галереи? — чтобы показать заказчику. Сейчас, особенно после нескольких громких инцидентов в мировой промышленности, это вопрос выживания завода.
Система менеджмента качества перестала быть абстракцией. На том же сайте sdboyu.ru видно, что компания акцентирует свои лицензии AQSIQ и ISO. На практике это означает, например, что каждый инженер по сварке имеет не просто корочку, а персональную ответственность за выданные им технологические карты (WPS). А каждый инспектор по НК ведет журнал, который может быть проверен в любой момент не только внутренним аудитором, но и представителем международного регистра (типа TüV или Lloyd’s).
Это создает здоровое давление. Завод вынужден постоянно обновлять и пересматривать свои процессы. Внедрять новые, более точные методы контроля. Например, все чаще вместо классической радиографии (рентгена) для контроля сварных швов в труднодоступных местах используют цифровую радиографию (CR) или даже томографию. Это быстрее и дает меньше отходов. Но чтобы это внедрить, нужно переобучать персонал и менять процедуры в рамках той же ISO. Это и есть эволюция, движимая не модой, а практической необходимостью обеспечивать качество.
Где подвох? Ограничения и реалии
Конечно, не все идеально. Инновации идут очагами. Крупные, хорошо структурированные предприятия, как упомянутая группа Шаньдун Бойю с ее площадью в 160 000 кв.м и солидными основными фондами, могут себе позволить и исследования, и новое оборудование. Но есть масса средних и мелких производителей, где все еще работает по старинке. Их главный аргумент — цена. И там могут экономить на мелочах, которые потом выливаются в большие проблемы: на качестве подготовки кромок, на чистоте защитных газов для сварки, на частоте калибровки измерительных приборов.
Еще один момент — культурный. Стремление ?сдать проект вовремя? любой ценой иногда перевешивает техническую целесообразность. Бывало, что на этапе приемочных испытаний (гидроиспытания) обнаруживался мелкий дефект. Логичное требование — устранить, переварить участок, провести контроль снова. А в ответ: ?Это не критично, по стандарту допускается, давайте подпишем акт, мы вам скидку сделаем?. Вот здесь нужно стоять на своем жестко. Инновации в технологиях — это одно, а инновации в подходе к ответственности — это другое, и здесь прогресс идет медленнее.
Итог какой? Вопрос ?? уже не риторический. Ответ — да, они есть, и они реальные, в основном прикладные и технологические. Но выбирать поставщика нужно не по списку его станков, а по готовности его инженеров вникать в вашу задачу, по прозрачности его производственных процессов и по истории его проектов. Как и везде в тяжелой промышленности, доверие здесь строится на деталях и на том, как завод реагирует на проблемы. А они, как известно, случаются у всех. Главное — что происходит потом.