

Китайские производители сварных сосудов высокого давления?
2026-01-24
Вопрос, который постоянно всплывает в переговорах и на тендерах. Многие сразу представляют себе дешевую штамповку с сомнительным качеством сварки — и это главная ошибка. Реальность куда сложнее и интереснее.
Лицензии и бумаги — это только начало
Когда начинаешь выбирать поставщика, первое, на что смотришь — это пакет документов. Лицензия класса D на сосуды, сертификат ISO, допуски по ASME или PED… У многих китайских заводов это есть. Например, на сайте ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (https://www.sdboyu.ru) сразу видно, что у них есть и D-лицензия, и сертификат на котлы класса A. Это база, без этого вообще нельзя выходить на международный рынок.
Но вот нюанс, который понимаешь только на практике: наличие лицензии не гарантирует, что её дух соблюдается в каждом цеху, на каждой смене. Я видел красивые сертификаты в офисе и тут же — экономию на контроле сварных швов на производстве. Поэтому бумаги — это входной билет. Дальше нужно смотреть вглубь.
Кстати, про Шаньдун Бойю. В их описании мелькает цифра — 22 инженерно-технических работника управления. Для завода с площадью в 160 000 кв. м это не так много. Возникает вопрос: хватает ли этого персонала для тотального контроля за сложными заказами? Или эти инженеры загружены в основном оформлением документации? Это типичная дилемма.
Где кроется реальное качество сварки?
Вот здесь и начинается самое важное. Все говорят про автоматическую сварку под флюсом, но магия (или проблемы) часто скрыты в подготовке. Кромка под сварку — её геометрия, чистота. Видел случаи, когда на отличном японском станке с плазменной резкой кромку потом зачищали обычной болгаркой, оставляя риски и окалину. И весь потенциал оборудования насмарку.
Квалификация сварщиков — отдельная история. По стандартам они все сертифицированы. Но насколько часто проходят переаттестацию? Как построен их рабочий день? Переработки ведут к браку, это аксиома. Один раз наблюдал, как для сосудов высокого давления под пар, сварщик из-за срочности пропустил межпроходную зачистку шва. Дефект выявили только при УЗК, но время уже было потеряно.
Материал сертификатов — ещё один камень преткновения. Китайские стали по ГОСТ или GB часто имеют более широкий допуск по химическому составу, чем, скажем, европейские аналоги. Это не всегда плохо, но требует от технолога завода дополнительных расчетов и корректировок режимов сварки. Если этого нет, могут пойти трещины.
Оборудование: блеск и тени
Приезжаешь на завод — и глаза разбегаются. Гибкие производственные линии, огромные вальцы, современные сварочные аппараты Lincoln Electric или ESAB. Складывается впечатление мощи. Но оборудование для сварных сосудов — это не только сварка. Это ещё и термообработка.
Печь для отпуска — вот узкое место у многих. Достаточен ли её объём? Равномерен ли нагрев по всему объёму? Проверяется ли это термопарами? Был печальный опыт с одним реактором, где после термообработки в печи с плохой циркуляцией воздуха получили неравномерную твёрдость в зоне шва. Пришлось делать локальный нагрев — головная боль.
И контроль. Наличие рентген-аппарата или установки для ультразвука — норма. А как часто калибруют датчики? Кто интерпретирует снимки? Иногда проще найти внешнюю аккредитованную лабораторию, но это удорожает процесс и срывает сроки. Заводы вроде упомянутого Шаньдун Бойю, с их фондами в сотни миллионов, обычно имеют свою лабораторию, но её загрузка может влиять на оперативность.
Неочевидные этапы: логистика и покраска
Казалось бы, мелочь. Но как много проблем рождается здесь. Сосуд собран, прошел гидроиспытания. Его нужно покрасить. Цех покраски часто находится на улице или в плохо вентилируемом помещении. Пыль, влажность — и вот уже под слоем эпоксидной краски через полгода появляются вздутия. Нужно смотреть на этот этап не менее пристально.
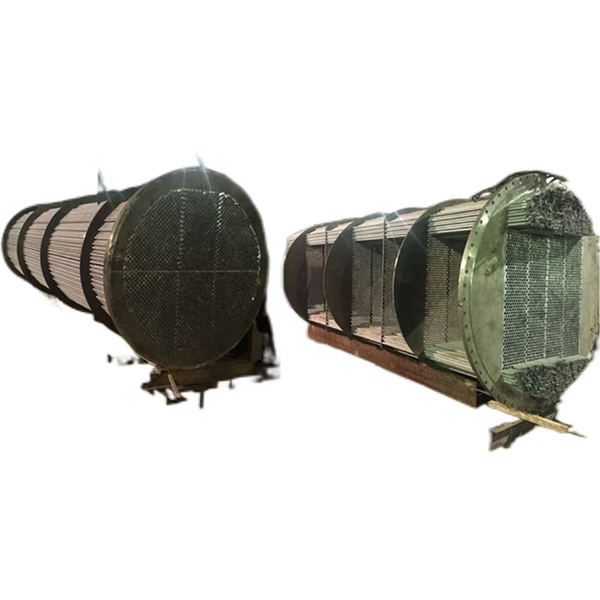
Погрузка и крепление для морской перевозки. Видел, как прекрасный сепаратор высокого давления был поцарапан и получил вмятину из-за неправильной укладки в контейнере. Ответственность размывается: завод отгрузил, перевозчик принял. Нужно либо присутствовать при погрузке, либо иметь очень детальные инструкции и проверять их исполнение.
Цена: почему она может быть такой низкой?
Это ключевой вопрос. Низкая цена часто достигается не только масштабом, но и оптимизацией… скажем так, на грани. Во-первых, материалы. Использование отечественной, а не импортной стали (например, Q345R вместо SA516 Gr.70). Это допустимо, но требует тщательной проверки сертификатов и, возможно, дополнительных испытаний.
Во-вторых, нормативы. Китайские стандарты GB в чём-то менее консервативны, чем ASME или AD Merkbl?tter. Можно сделать стенку тоньше при тех же параметрах — и это законно. Но заказчик должен понимать, для какого рынка и по какому стандарту он покупает сосуд. Путаница здесь недопустима.
В-третьих, трудозатраты. Это факт. Но и здесь не всё просто. Низкая оплата труда может вести к высокой текучке кадров среди сварщиков средней квалификации. А за сохранение опытных мастеров заводы борются, и их труд уже не так дёшев.
Как выбрать и не прогадать: субъективный алгоритм
Исходя из горького и успешного опыта, выстраиваю для себя такую схему. Первое — не ограничиваться топ-5 из поисковика. Нужно искать заводы, которые делают проекты для европейских или американских инжиниринговых компаний. Их названия часто не на слуху. Наличие реальных кейсов с западными партнёрами — хороший знак.
Второе — технический диалог. Задаю специфичные вопросы не менеджеру по продажам, а сразу прошу общение с главным сварщиком или технологом. Например: Какой метод контроля (RT или UT) вы преимущественно применяете для продольных швов толщиной 45 мм и почему? Ответ многое расскажет.
Третье — инспекция. Обязательная. Не парадный тур по цехам, а выборочная проверка с участием своего инспектора. Смотрим на текущие проекты, на склад материалов, на журналы сварки. Если завод отказывает или тянет время — это стоп-сигнал.
В итоге, китайские производители — это не монолит. Есть те, кто работает по старинке, гонясь за объёмом. А есть те, кто вроде Шаньдун Бойю, судя по масштабам и оснащению, способен на сложные проекты. Но и их нужно прощупывать. Универсального ответа нет. Есть только понимание, что надежный сосуд высокого давления рождается не из цены в коммерческом предложении, а из тысяч правильно выполненных операций, контроль над которыми нельзя делегировать вслепую.