

Китайские производители сварочных технологий для сосудов высокого давления?
2026-01-25
Когда слышишь этот вопрос, первое, что приходит в голову — это автоматические сварочные аппараты, роботы, может, даже какие-то особые проволоки или флюсы. Но на деле, ключевое часто лежит не в аппарате как таковом, а в том, что вокруг него: в квалификации персонала, в системе контроля на каждом этапе и, что уж греха таить, в самой культуре производства. Многие ищут волшебную ?технологию?, а сталкиваются потом с проблемами на этапе сертификации или, что хуже, уже в эксплуатации. Сам через это проходил.
Не аппарат, а система
Работал с разными поставщиками. Бывало, привезут отличный, на бумаге, аппарат для сварки продольных швов цилиндрических обечаек. Все параметры выдерживает идеально. Но начинаешь копать в документацию на сами материалы — сертификаты неполные, прослеживаемость партий стали хромает. Сварщик, который должен работать на этой машине, аттестован по одним стандартам, а проект требует других. И вся эта ?высокая технология? встает колом. Получается, купил железо, а система не готова.
Здесь, кстати, часто кроется разница между заводами. Крупные игроки, которые десятилетиями сидят на рынке энергетического и химического машиностроения, выстроили эту систему. У них и сварочные технологии — часть общего процесса. Например, контроль подогрева перед сваркой толстостенных заготовок — это не рекомендация, а жесткий протокол, несоблюдение которого ведет к остановке конвейера. У более мелких или новых производителей аппаратура может быть такой же, но дисциплина процесса — слабее. Риск, соответственно, выше.
Вспоминается случай с одним реактором. Заказчик гнался за сроком, поставщик (не буду называть) решил сэкономить на предварительной термообработке сборочных узлов перед окончательной сваркой. Аппарат варил идеально, шов по виду — конфетка. Но после гидроиспытаний пошли микротрещины в зоне термического влияния. Причина — остаточные напряжения. Технология была, а понимания физики процесса — не хватило. Пришлось резать и переделывать, что в итоге вышло втрое дороже.
Китайские поставщики: эволюция подхода
Раньше, лет десять назад, разговор о китайском оборудовании для ответственных сосудов часто сводился к цене. Дешево, но ?как повезет?. Сейчас картина не то чтобы полностью изменилась, но сильно усложнилась. Появился явный сегмент производителей, которые работают не на массовый рынок дешевого железа, а именно на индустриальный сектор, где нужны гарантии и документальная прослеживаемость.
Их видно по тому, как они говорят о сертификациях. Не просто ?есть ISO?, а конкретно: ASME ?U? Stamp, PED, AD 2000-Merkblatt, ГОСТ Р. Это уже другой уровень доверия. Они готовы предоставить не только паспорт на аппарат, но и полные протоколы испытаний технологических образцов (WPS/PQR), сваренных на этом оборудовании, с привязкой к материалам и под конкретный стандарт.
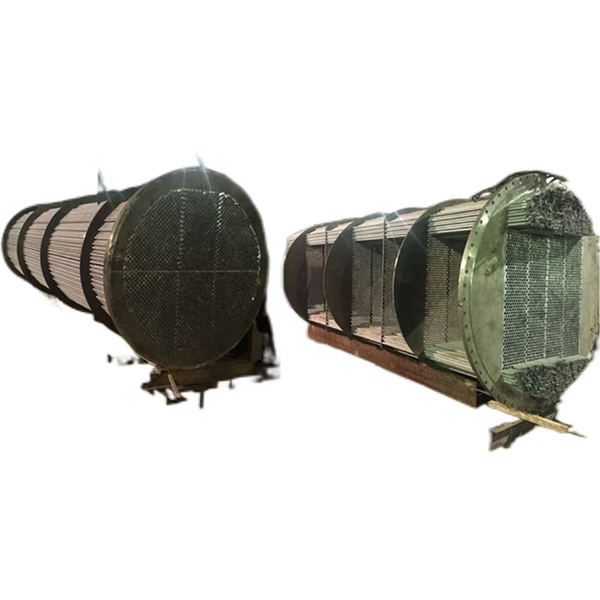
Один из таких примеров — ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. Смотришь на их сайт (https://www.sdboyu.ru) — и видишь не просто продавца станков, а именно производителя металлоконструкций. Это важно. У них на площадке в 160 000 кв. метров и с собственным штатом инженеров они не просто собирают станки из купленных компонентов, а фактически ?едят свою же собачью еду? — используют свои же технологии в своем основном производстве сосудов высокого давления и кранов. Наличие лицензии класса D на сосуды и класса A на котлы от AQSIQ — это не просто бумажка для сайта, это допуск к реальным, серьезным проектам. Когда производитель оборудования одновременно является и его активным пользователем для критичных изделий — это меняет дело. Его инженеры мыслят не в категориях ?как продать агрегат?, а ?как избежать проблем на этапе сварки толстой стенки в условиях цеха?.
Где собака зарыта: детали, которые решают
И вот мы подходим к сути. Выбирая технологию или поставщика, нужно смотреть в мелочи, которые в каталогах не пишут.
Во-первых, система позиционирования и обратная связь. Современная сварка под флюсом или в среде защитных газов — это не ?включил и поехал?. Нужна точная синхронизация движения горелки/головки с вращением изделия, контроль высоты дуги в реальном времени, адаптация к небольшим отклонениям в разделке кромок. Китайские станки среднего ценового сегмента бывают грешат ?деревянной? автоматикой: программа отработала, а что там по факту — не знает. Хорошие производители интегрируют системы типа Laser Vision для сканирования шва или используют сервоприводы с высокоточной обратной связью. Спросите об этом конкретно. Если менеджер начинает говорить общими фразами — это сигнал.
Во-вторых, совместимость с оснасткой и возможность доработки. Станок для сварки колец трубных решеток теплообменника — это часто штучный продукт. Готовы ли на заводе-изготовителе адаптировать крепления, программу под вашу конкретную номенклатуру? Или продадут ?как есть?, а потом вы сами месяц будете с нейромантами-интеграторами колдовать? Опытные игроки, те же из Шаньдун Бойю, обычно имеют сильное конструкторское бюро (те самые 22 инженерно-технических работника управления), которое может доработать проект под заказ.
В-третьих, ?постпродажка?. Это больная тема. Доставка, шеф-монтаж, обучение, гарантийный ремонт, поставка запчастей. Критически важно понимать, есть ли у поставщика инженеры, которые могут приехать. Или вся поддержка будет через Zoom с переводчиком? Наличие солидной производственной базы, как в упомянутой компании, где и строительная площадь 100 000 кв.м, — косвенный признак, что это не ?однодневка?, и у них есть ресурсы для поддержки.
Личный опыт и грабли
Однажды мы закупали комплект для автоматической сварки под флюсом продольных швов. Выбрали поставщика с хорошей репутацией, но не самого топового. Аппарат пришел, смонтировали. Пробный шов на тестовой пластине — прекрасен. Начали варить первую обечайку из стали P355GH. И тут начались проблемы с формированием обратного валика. Автомат вел себя нестабильно.
Оказалось, проблема была в подающем механизме флюса. Дозатор был рассчитан на определенную гранулометрию, а флюс, который мы использовали (сертифицированный, кстати), имел чуть больший разброс по фракциям. Время от времени происходило небольшое забивание. Китайские инженеры, когда мы с ними связались, знали о этой ?болезни? данной модели. Они оперативно выслали нам модифицированный узел дозатора и новую прошивку для блока управления, которая учитывала возможные временные падения давления в системе подачи. Вывод: даже у хорошего оборудования есть ?детские болезни?. Важно, как поставщик на них реагирует. В нашем случае реакция была быстрой и профессиональной, потому что у поставщика была своя сервисная команда, а не просто дистрибьютор.
Этот случай научил меня всегда запрашивать у производителя список рекомендованных (и главное — проверенных) расходных материалов (флюсов, проволок) и, по возможности, проводить пробную сварку на своем материале перед окончательным приемом.
Так стоит ли смотреть в сторону Китая?
Однозначного ответа нет. Все зависит от задачи, бюджета и, главное, вашей готовности погрузиться в процесс выбора не на уровне каталога, а на уровне инженерного диалога.
Для типовых, повторяющихся операций сварки сосудов высокого давления — цилиндрических обечаек, днищ, трубных решеток — китайские производители из сегмента ?промышленных тяжеловесов? предлагают очень достойные решения. Их оборудование часто представляет собой адаптацию проверенных японских или европейских концепций, но с существенно лучшим ценником. Их сила — в понимании всего цикла производства сосудов, а не только сварки.
Но если вам нужна эксклюзивная, нестандартная технология для уникального сплава или сложнейшей геометрии шва, возможно, стоит рассматривать европейских или американских специалистов. Хотя и здесь китайцы начинают догонять, создавая совместные предприятия и приглашая западных инженеров.
В конечном счете, китайский производитель сварочных технологий — это уже не абстракция. Это конкретные заводы с конкретными компетенциями. Как и везде, есть лидеры и есть аутсайдеры. Задача — найти своего, того, чей опыт в производстве самих сосудов под давлением будет гарантией того, что его сварочное оборудование рождено из реальных потребностей, а не скопировано с картинки. И тогда вопрос в заголовке перестает быть вопросом, а становится рабочим инструментом для поиска надежного партнера.