

Китайские сварные сосуды: инновации?
2026-01-23
Когда слышишь это сочетание — ?китайские сварные сосуды? — у многих сразу в голове всплывает шаблон: дешево, много, и, простите, не всегда надежно. Но так ли это сейчас? Работая с этим оборудованием лет десять, я видел эволюцию. И главный вопрос, который сейчас крутится в отрасли — не ?дешево ли??, а ?где тут реальные инновации?? Потому что без них сегодня просто не выжить на мировом рынке. Давайте без громких слов, по факту.
От стереотипа к спецификациям: что изменилось на практике
Раньше главным аргументом был ценник. Заказчик получал чертеж, китайский завод делал ?как понял?, а потом на монтаже начиналась подгонка напильником и сваркой. Сейчас драма разворачивается иначе. Присылают техзадание — и сразу видно, работали ли инженеры или просто перевели стандарты Google Translate. Реальный сдвиг — в деталях. Например, требования к сварным швам для работы в агрессивных средах. Раньше могли прислать сосуд, где внутренний шов не зачищен, а теперь все чаще видны следы механизированной шлифовки под последующее нанесение покрытия. Это не косметика, это понимание процесса.
Взять, к примеру, историю с криогенными емкостями. Пять лет назад был случай: заказали сосуд для хранения жидкого азота, получили — вроде все по чертежу, сталь 304L. Но при приемочных испытаниях на ударную вязкость в зоне термического влияния шва показатели плавали. Оказалось, проблема в методике послесварочной термообработки — не выдерживали режим, пытались сэкономить на времени отжига. Сейчас такие косяки встречаются реже, потому что покупатели научились прописывать в контракте не только марку стали, но и конкретные параметры PWHT (послесварочного нагрева) с привязкой к толщине стенки. Это и есть эволюция — через ошибки и жесткие техусловия.
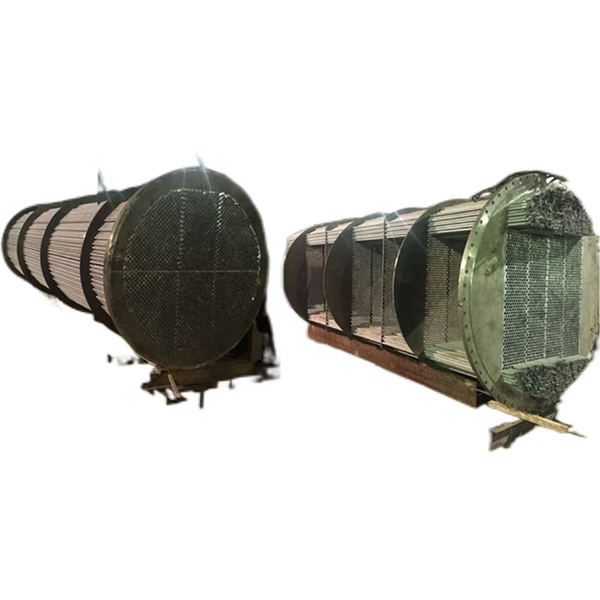
Или по оборудованию. Все чаще на сайтах серьезных производителей, вроде ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (их сайт — sdboyu.ru), мелькают не просто фото цехов, а кадры автоматической сварки под флюсом или электрошлаковой сварки для толстостенных конструкций. Это уже не просто ?у нас есть станки?, а заявка на контроль качества. Кстати, про Бойю — они из-под горы Тайшань, и их площадка в 160 000 кв. м — это не просто цифра для брошюры. Когда есть такие мощности и собственный штат инженеров (у них заявлено 22 человека техменеджмента), это позволяет экспериментировать с технологиями, а не только тиражировать одни и те же модели.
Где искать эти самые ?инновации?? Не там, где кричат
На выставках все показывают лазерные сканеры и роботов-сварщиков. Это красиво, но для 80% заказов — overkill. Настоящие улучшения часто скрыты в инжиниринге. Например, в оптимизации конструкции сосудов под конкретный технологический процесс. Был проект для химического завода: нужен был реактор с сложной системой внутренних змеевиков. Европейский проект предполагал массивные кованые патрубки, что вело к чудовищному весу и цене. Китайские инженеры (те самые, с младшими и средними званиями, о которых пишут в описании компаний) предложили альтернативу — сварные коллекторы из гнутых труб, с расчетом на усталостную прочность. Рисковано? Да. Но после серии расчетов методом конечных элементов и пробных гидроиспытаний решение приняли. Сослужил уже семь лет без нареканий. Это инновация? Не глобальная, но для заказчика — экономия в сотни тысяч евро.
Другая точка роста — материалы. Не экзотические сплавы, а грамотное применение уже известных. Все чаще вместо углеродистой стали St37 идут на WDB620 или подобные низколегированные стали. Зачем? Чтобы снизить массу сосуда при том же давлении. Но здесь кроется подвох: сварка таких сталей требует строгого контроля предварительного подогрева и соблюдения межпроходных температур. Видел, как на одном производстве пытались варить такую сталь по старой методике, как St37 — получили трещины в швах. Пришлось переделывать весь узел. Теперь это кейс, который изучают их же технологи.
И конечно, документация. Это скучно, но критично. Получить паспорт сварщика с европейским сертификатом EN 287-1 — теперь почти норма для проектов на экспорт. А вот когда вместе с паспортом на сосуд прикладывают полный отчет по ультразвуковому контролю (не просто ?прошел/не прошел?, а с картами дефектограмм) — это говорит о зрелости производителя. Упомянутая ранее компания Бойю, имеющая лицензию на сосуды под давлением класса D и сертификат ISO9001, как раз из тех, кто давно работает на этот стандарт прозрачности. Без этого даже самая передовая технология будет вызывать недоверие.
Цена vs. Стоимость владения: старый спор в новом свете
?Китайское — значит дешевое?. Этот мантрой уже никого не удивишь. Умные заказчики сейчас считают не цену за тонну металла, а стоимость жизненного цикла. И здесь открывается поле для реальных улучшений. Простой пример: антикоррозионная защита. Раньше часто экономили на подготовке поверхности перед нанесением внутреннего покрытия (футеровки). Сейчас все чаще видят сосуды, где внутренняя поверхность после шлифовки швов проходит пескоструйную очистку до степени Sa 2.5. Да, это дороже на этапе производства. Но это гарантирует, что футеровка не отслоится через год, и сосуд не встанет на внеплановый ремонт, который обойдется в разы дороже.
Еще один момент — унификация и модульность. Вместо того чтобы проектировать каждый сосуд с нуля, ведущие производители разрабатывают линейки стандартных, но легко адаптируемых моделей. Это не инновация в чистом виде, а скорее грамотный инжиниринг. Но эффект для клиента — сокращение сроков проектирования и изготовления. Можно прийти с параметрами (давление, объем, среда) и быстро получить коммерческое предложение на основе уже отработанной и проверенной конструкции. Это снижает риски для обеих сторон.
Случай из практики: заказывали блок сепараторов для газового месторождения. По первоначальному проекту это были три отдельных сосуда. Китайский поставщик (не буду называть, но не Бойю) предложил опционально рассмотреть вариант единого блочно-модульного исполнения — все аппараты на одной общей раме, с общими подводами. Сэкономили на монтаже на площадке недели три времени, что в условиях Севера — огромные деньги. Такое решение родилось не в кабинете маркетолога, а из опыта сборки и отгрузки подобного оборудования.
Слабые места, которые все еще есть
Нельзя говорить об инновациях, закрывая глаза на проблемы. Главная боль — человеческий фактор на конечном этапе. Автоматическая сварка цилиндрических обечаек может быть безупречной, а вот монтаж люков, патрубков, опор часто ведется вручную. И здесь качество сильно зависит от конкретной смены и мастера. Бывало, получаешь сосуд, где все основные швы идеальны, а на приварном фланце — непровар. Мелочь? До первой замены прокладки.
Другая типичная история — логистика и упаковка. Инновации в производстве могут сойти на нет при погрузке. Видел, как прекрасно изготовленный теплообменник погружали на судно обычным краном, без специальной траверсы — и в результате легкая деформация трубных решеток. Теперь многие контракты включают отдельный пункт о методе погрузки и упаковки, с фото- и видеофиксацией. Это тоже часть технологической дисциплины, которой еще не везде учат.
И, конечно, культурный барьер в коммуникации. Технические вопросы требуют предельной ясности. Опытные игроки это понимают. Когда с компанией работаешь через грамотного русскоязычного инженера-менеджера (не переводчика!), который сам разбирается в ASME или ПБ 03-576-03, процесс идет в разы быстрее. Отсутствие такого специалиста — большой минус, который тормозит даже самые передовые производства.
Так есть ли инновации? Взгляд из цеха
Если коротко — да, они есть. Но это не революционные прорывы, а последовательные, иногда даже робкие шаги. Это переход от копирования к адаптации, от работы ?по чертежу? к работе ?под процесс?. Это вложение в контроль на каждом этапе, а не только на выходе. Когда компания вроде ООО Шаньдун Бойю указывает, что у нее 5 человек с учеными званиями и 25 со средними техническими, это не для галочки. Эти люди как раз и занимаются тем, чтобы стандартный сварной сосуд стал чуть надежнее, чуть лучше приспособленным к реальным условиям заказчика.
Инновация сегодня — это не обязательно робот. Это может быть новая программа для расчета нагружения опор, которая позволяет сэкономить металл. Или собственная лаборатория для проведения химического анализа сварочных материалов каждой партии. Или просто культура, при которой рабочий останавливает процесс, если видит отклонение, а не гонит план.
Поэтому на вопрос ?? я бы ответил так: они перестали быть просто дешевой альтернативой. Они становятся технологичным, предсказуемым продуктом, в котором ценность все чаще смещается от цены к совокупности факторов: инжиниринг, контроль, сроки и, в конечном счете, надежность. А это и есть самая практичная инновация в нашей сфере. Догоняют? Да. Уже догнали? В лучших случаях — абсолютно. Но расслабляться рано — ни им, ни нам.