

Китай: инновации в производстве высоконапорных сосудов?
2026-02-08
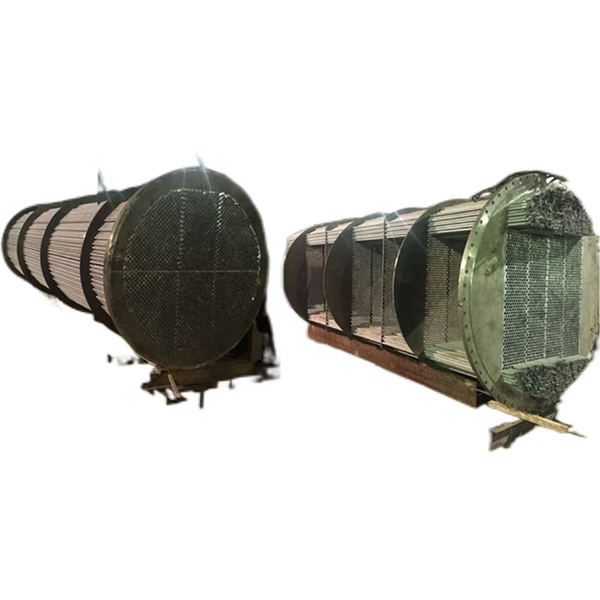
Когда слышишь про инновации в китайском производстве высоконапорных сосудов, многие сразу представляют себе гигантские заводы и роботов. Но реальность, по моему опыту, часто оказывается сложнее и интереснее. Дело не только в масштабе, а в том, как здесь подходят к конкретным технологическим узким местам — тем самым, из-за которых у нас, бывало, проекты вставали на месяцы.
Не только размеры, но и ?подковёрная? работа с материалами
Помню, лет десять назад главной головной болью для многих производителей была не сама сварка толстостенных обечаек, а именно подготовка и контроль листового проката. Поставки могли быть нестабильными по химическому составу, особенно по содержанию серы и фосфора. Казалось бы, мелочь, но при последующей термообработке это выливалось в непредсказуемые зоны хрупкости в зоне термического влияния шва. Китайские коллеги тогда не столько изобретали новое, сколько выстраивали жёсткую систему входного контроля и превентивных испытаний, часто работая напрямую с металлургическими комбинатами. Это была не яркая инновация, а кропотливая инженерная рутина, которая в итоге дала стабильность.
Сейчас же они ушли дальше. Взять, к примеру, применение композитных материалов для внутренних покрытий в сосудах для агрессивных сред. Не просто напыление, а именно слой за слоем, с контролем адгезии после каждого цикла термообработки. Видел на одном из предприятий, как для конкретного заказа на сосуд для химического синтеза они фактически разрабатывали свой, нестандартный протокол отжига, чтобы совместить прочность корпуса и стойкость внутреннего покрытия. В паспорте сосуда этого не увидишь, но именно такие детали и определяют надёжность.
Или вот ещё момент — фланцы. Казалось бы, стандартный узел. Но как добиться идеальной плоскостности и чистоты поверхности уплотнения на больших диаметрах под давлением в сотни атмосфер? Знакомый инженер из ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа как-то в разговоре обмолвился, что они отказались от чисто механической обработки на финальной стадии для некоторых ответственных моделей. Вместо этого внедрили комбинированную технологию: сначала строгание, затем стабилизирующий отпуск для снятия напряжений, и только потом финишную обработку на станках с ЧПУ по специально написанной программе, которая компенсирует возможные микродеформации. Результат — почти нулевой процент протечек на гидроиспытаниях. Такие вещи на сайте https://www.sdboyu.ru не пишут, это знание из цеха.
Сварка: где роботы, а где по-прежнему нужен глаз и рука
Автоматизация — это, конечно, мантра. Но в производстве сосудов высокого давления слепой перенос роботов на все операции — путь к браку. Китайские технологи, судя по всему, это хорошо усвоили. Да, основные продольные и кольцевые швы на цилиндрических обечайках давно варят автоматическими установками. Но вот узлы врезки штуцеров, особенно в местах перехода толщин или под разными углами — здесь часто можно увидеть мастеров с полуавтоматами.
Ключевой момент — это контроль на каждом проходе. Видел, как оператор после каждого слоя не просто молотком обстукивает шлак, а сразу идет с термочернилами или пирометром проверять межпроходную температуру. Если выходит за рамки, останавливаются, ждут. Никакой ?погони за планом?. Это дисциплина, которую внедрили не сразу. Рассказывали, что лет пять назад были случаи, когда из-за спешки пропускали трещины под слоем шлака, и сосуд ?выстреливал? на испытаниях. Дорогое обучение. Теперь же система контроля встроена в сам процесс, а не является его досадным дополнением.
Интересный подход и к квалификации сварщиков. На том же предприятии в Шаньдуне (ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа), которое, к слову, имеет и лицензию на краны, и сертификат ISO9001, сварщик, допущенный к сосудам, должен регулярно валить не только контрольные пластины, но и полноценные тестовые узлы — тройники или переходники. Их потом разрушают на прессе или режут на макрошлифы. Это дорого, но зато даёт реальную, а не бумажную уверенность. Их 22 инженерно-технических работника управления явно понимают, на чём нельзя экономить.
Контроль качества: от ультразвука к томографии и анализу данных
Рентген и УЗИ — это стандарт. Но стандарта часто недостаточно для сложных сварных соединений в разнотолщинных конструкциях. Здесь заметен явный сдвиг в сторону фазо-массивных ультразвуковых систем (PAUT) и даже, в некоторых пилотных проектах, к компьютерной томографии. Суть не в том, чтобы просто ?посмотреть?, а в построении 3D-карты дефекта. Это позволяет точнее оценить, является ли включение критичным или его можно оставить, согласно стандартам, типа ASME VIII.
Но что действительно впечатляет, так это попытки связать данные контроля с параметрами сварки. Собирают всё: напряжение, силу тока, скорость подачи проволоки, температуру предподогрева и межпроходную. Потом, если на УЗИ находят некий кластер пор, пытаются найти корреляцию в данных. Это уже зачатки предиктивной аналитики. Пока, на мой взгляд, это работает неидеально — слишком много переменных, но сам факт, что они копят эту базу данных для последующего машинного обучения, говорит о стратегическом подходе.
Однажды наблюдал спор между технологом и мастером УЗИ-контроля. На сосуде для азотной кислоты в зоне одного шва было обнаружено неоднородное затухание сигнала. Рентген дефекта не показал. Технолог настаивал на шлифовке и заварке участка, опасаясь зоны неполного проплава. Мастер УЗИ, опираясь на данные PAUT, утверждал, что это не дефект, а микронеоднородность структуры металла из-за локального перегрева, и что переварка только создаст новые остаточные напряжения. В итоге сделали выборочную микрошлифовку — мастер оказался прав. Такие ситуации — лучшая школа для всех.
Логистика и сборка крупногабаритных узлов
Производство — это одно, а доставка и монтаж на месте — совсем другая история. Китайские компании, особенно такие, как Бойю с их площадью в 160 000 кв.м, научились мыслить проектами от начала до конца. Это значит, что сосуд ещё на стадии проектирования разбивается на максимально крупные, но транспортабельные модули.
Был случай с поставкой ректификационной колонны для завода в Сибири. Из-за ограничений по железнодорожным габаритам, колонну пришлось делить не на две, а на три части, с особыми конструктивными решениями для монтажных стыков на месте. Причём стыки эти должны были быть не сварными, а фланцевыми с многослойными прокладками, чтобы обеспечить герметичность при минимальных трудозатратах на морозе. Инженеры на заводе в Китае потратили уйму времени на расчёты жёсткости этих промежуточных фланцевых соединений, чтобы они не стали слабым звеном. На сайте компании, конечно, пишут про ?красивые пейзажи у подножия горы Тай?, но реальная работа — это вот такие скучные, но жизненно важные расчёты.
После сборки на месте возникает проблема окончательного контроля сварных швов, сделанных уже в полевых условиях. Здесь они применяют мобильные рентген-аппараты с цифровыми детекторами, а результаты сразу передают по спутниковому каналу для оценки на головном заводе. Это позволяет оперативно принимать решения и не задерживать монтаж.
Эволюция, а не революция: взгляд в будущее
Так где же тут инновации? На мой взгляд, они не в одном прорывном изобретении, а в системном, порой даже дотошном, совершенствовании каждого этапа. От контроля сырья до анализа данных с поля. Это эволюционный путь, который, однако, даёт очень устойчивый результат. Лицензия AQSIQ на краны и котлы класса A — это не просто бумажка, а, по сути, допуск к работе на сложнейших рынках, где спрос на высоконапорные сосуды только растёт.
Сейчас многие задумываются об аддитивных технологиях для создания сложных элементов, например, коллекторов с внутренними каналами. В Китае этим тоже занимаются, но, опять же, с оглядкой на практику. Пока что речь идёт не о печати всего сосуда, а о производстве методом селективного лазерного сплавления (SLM) отдельных форсунок или смесительных головок из никелевых сплавов, которые затем ввариваются в традиционный корпус. Это гибридный подход, снижающий риски.
Главный вызов, который я вижу, — это даже не технологии, а кадры. 520 человек, из которых 25 — со средними и младшими званиями, это хорошая база. Но нужно, чтобы опыт старых мастеров-сварщиков и наладчиков не ушёл, а был оцифрован и стал частью той самой системы данных. Пока что это самая тонкая грань между ремеслом и цифрой. Если получится её преодолеть, следующий шаг в инновациях будет действительно мощным. А пока что китайское производство сосудов высокого давления — это пример того, как упорство в решении ежедневных инженерных задач создаёт глобальную конкурентоспособность. Не всегда красиво, но чрезвычайно эффективно.