

Китай — лидер по сварке сосудов давления?
2026-01-27
Вот вопрос, который часто всплывает в разговорах на выставках или при обсуждении тендеров. Сразу скажу — ответ не так прост, как кажется. Многие, особенно на постсоветском пространстве, до сих пор мыслят стереотипами: ?китайское — значит, дешёвое и не очень?. Но когда речь заходит о современных сосудах давления, особенно о крупногабаритных и для сложных сред, картина начинает резко меняться. Я бы сказал, что Китай не просто догнал, а в некоторых сегментах задаёт тон. Но не во всех. И главное — почему? Это не про ?всех китайцев?, а про конкретные заводы, технологии и, что критично, подход к сварке.
Откуда растут ноги у стереотипов
Помню, лет десять назад мы получили для инспекции партию теплообменников из одной китайской провинции. Швы… Скажем так, вид был не очень. Непровары, поры — стандартный набор для кустарного производства. Тогда многие думали, что весь Китай на этом и стоит. Но это была ошибка выбора контрагента, а не показатель всей отрасли. В те же годы на другом конце страны, в Цзянсу или Шаньдуне, уже вовсю работали комбинаты с японскими и немецкими линиями, где за сварку отвечали роботы, а контроль шва вели автоматизированные ультразвуковые системы. Разрыв между ?гаражным? и ?заводским? уровнем в Китае всегда был колоссальным. Сейчас этот разрыв никуда не делся, но доля качественного сегмента выросла в разы.
Ключевой момент — стандартизация. Китайские производители, работающие на экспорт, вынуждены играть по международным правилам: ASME, PED, AD 2000-Merkblatt. Это не просто бумажка. Чтобы получить сертификат ASME ?U? Stamp, инспектор приезжает лично, смотрит на каждый этап. Я видел, как на одном из заводов в Шаньдуне из-за мельчайшего отклонения в процедуре сварки (буквально на пару градусов отличалась межпроходная температура) всю партию электродов забраковали и отправили на пересертификацию. Дисциплина процессов сейчас на уровне.
И вот здесь мы подходим к главному. Лидерство — это не только про объёмы (здесь Китай, безусловно, первый). Это про способность делать сложное, нестандартное, с гарантией. И вот в чём парадокс: китайские инженеры иногда предлагают такие решения по компоновке швов или выбору метода сварки (например, узколобная электрошлаковая для толстостенных аппаратов), на которые наши проектировщики могут не решиться из-за консерватизма. У них есть смелость экспериментировать, потому что есть огромная производственная база для отработки.
Где они реально сильны: конкретика и масштаб
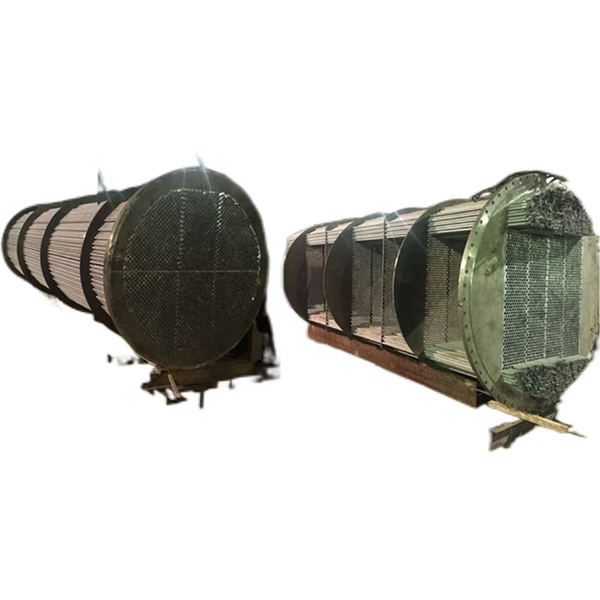
Возьмём сферу, в которой я сталкивался лично — крупногабаритные колонны синтеза для химии. Стенка 150+ мм, сталь 15Х5М или что-то подобное. Варить такое вручную — гиблое дело, разойдётся как минимум по деформациям. Китайцы массово используют автоматическую сварку под флюсом (SAW) с двух сторон, причём часто на специальных стендах-манипуляторах, которые вращают эту махину весом в сотни тонн. Видел на сосудах давления для одного нефтехимического комплекса — шов ровный, как по линейке, катет идеальный. УТД-контроль — чистота. Но! Это не магия. Это инвестиции в оборудование. Завод, который может себе позволить ковшовую печь для термообработки такой колонны и стенд для её сборки под автоматическую сварку, — это уже не мастерская, а промышленный гигант.
Ещё один козырь — работа с нержавеющими и дуплексными сталями. Здесь критична чистота сварки, защитная атмосфера. На современных заводах цеха для сварки нержавейки — это почти чистые комнаты, с контролем влажности, с аргоном высокой чистоты. Помню, на предприятии ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (https://www.sdboyu.ru) обратил внимание на деталь: для TIG-сварки ответственных швов они используют вольфрамовые электроды с лантанированным покрытием не просто из коробки, а хранящиеся в специальных сушильных шкафах. Мелочь? Нет. Это показатель системного подхода. У них, к слову, лицензия D-класса на сосуды и сертификат ISO9001, что для серьёзного игрока уже must-have.
Но масштаб рождает и проблемы. Главная — персонал. Сварщик высшего разряда, который понимает металлургию процесса, — дефицит везде, и в Китае тоже. Поэтому они делают ставку на автоматизацию. Программируемый робот даст более стабильный шов, чем уставший человек на восьмом часу смены. Это прагматично. Однако, когда дело доходит до монтажной сварки на объекте, в стеснённых условиях, там уже вступают в дело приглашённые специалисты, и тут качество может ?поплыть?. Слышал истории о ремонтах, где приходилось переваривать привезённые узлы уже на месте силами местных сварщиков.
Слабые места и культурные нюансы
Нельзя говорить о лидерстве, не видя обратной стороны. Первое — это иногда излишняя гибкость в трактовке стандартов. Стандарт требует определённого метода контроля для шва категории А. Всё сделано, отчёт красивый. Но если инспектор (особенно иностранный) отвлёкся, могут попробовать сэкономить на чём-то менее значимом, например, на полном объёме термообработки сопряжений. Не всегда, но риски есть. Это не обман, скорее, коммерческая оптимизация, которая граничит с риском. Нужен жёсткий технический надзор от заказчика. Без этого — лотерея.
Второй момент — материалы. Китайский металлопрокат стал значительно лучше, но для критичных применений многие, включая самих китайских производителей, до сих пор предпочитают импортную сталь из Европы или Японии. Свою, особенно для хладостойких марок или сталей с особыми требованиями по ударной вязкости, не всегда доверяют на 100%. Это о многом говорит.
И третье — проектирование. Они великолепно копируют и адаптируют. Дайте им чертёж по ГОСТ, DIN или ASME — сделают один в один. Но когда требуется глубокое инженерное сопровождение, нестандартный расчёт на уникальные условия, здесь иногда чувствуется нехватка фундаментальной школы. Они решают задачи методом проб, имея возможность быстро изготовить и испытать прототип. Это мощно, но не отменяет глубины понимания.
Один кейс из практики: успех и урок
Был у нас проект — сепаратор высокого давления для газового месторождения. Условия жёсткие, H2S присутствует. Рассматривали российского, чешского и китайского (ООО Шаньдун Бойю как раз входил в шорт-лист) производителя. Китайцы предложили цену на 25% ниже при формально одинаковых спецификациях. Насторожило. Стали копать. Оказалось, их преимущество — в собственной заготовке. У них был доступ к поковке нужного размера, что позволяло минимизировать количество кольцевых швов. Меньше швов — меньше проблем. Но был нюанс: они предлагали свой аналог стали, близкий к AISI 4130. Потребовали полный пакет сертификатов, испытаний на стойкость к сероводородному растрескиванию. Прислали. Данные были хорошие. Решились.
Изготовление шло с онлайн-отчётами. Каждый этап сварки — фото, параметры, результаты контроля. Когда пришло время термической обработки, случилась заминка. Их печь была загружена, график сдвинулся. Это типичная проблема при высокой загрузке производства — логистика внутри завода. В итоге, аппарат сделали, все тесты прошёл, но с опозданием на три недели. Качество самого сосуда давления — отличное, работает уже пять лет без намёка на проблемы. Урок: технически они могут сделать топовый продукт, но с графиками и коммуникацией в пиковые периоды бывают сложности. Нужно закладывать время и лично ?стоять над душой?.
Так лидер или нет? Вместо заключения
Возвращаюсь к начальному вопросу. Если мерить объёмами и способностью закрывать любые потребности в металле — да, Китай абсолютный лидер. Если мерить пиковыми технологиями в сварке, например, лазерно-гибридной сваркой для супертонкостенных аппаратов или цифровым twins всего процесса — здесь пока лидируют Германия, Япония. Но разрыв стремительно сокращается.
Китай сегодня — это не страна дешёвого ширпотреба в нашей отрасли. Это страна, где на одном полюсе — архаичные цеха, а на другом — футуристические заводы, которые могут изготовить сосуд давления любого размера и сложности, часто быстрее и дешевле других. Их сила — в гибкости, масштабе и готовности вкладываться в оборудование. Слабость — в зависимости от человеческого фактора там, где автоматизация не спасает, и в иногда излишней коммерческой агрессии, которая может идти в ущерб скрупулёзности.
Поэтому для заказчика ответ прост: да, можно и нужно рассматривать Китай как одного из ключевых, а часто и оптимальных поставщиков. Но это требует экспертизы, чтобы отсеять маркетинг и найти реального производителя, и жёсткого контроля на всех этапах. Лидерство — это не титул, а доверие, которое зарабатывается каждым проектом. И у китайских заводов такого доверия в мире становится всё больше. А это самый объективный показатель.