

Где в Китае лучшие заводы сварных стальных сосудов высокого давления?
2026-02-14
Когда слышишь этот вопрос, первое, что приходит в голову — Шаньдун, Цзянсу, может, Шанхай. Но если копнуть глубже, работая с этими сварными стальными сосудами высокого давления лет десять, понимаешь, что дело не только в географии. Многие ищут просто большой завод, а потом удивляются, почему сварные швы на партии подводят или сертификация затягивается на месяцы. Сам через это проходил.
Не просто карта, а цепочка поставок
В начале 2010-х мы закупали оборудование для газового сектора. Выбрали якобы солидного производителя из развитого приморского региона. Цех огромный, техники много, всё блестит. Но когда начались приемочные испытания по ASME, вылезли косяки в документации на сварочные процедуры (WPS/PQR). Оказалось, инженеры по сварке сильны в теории, но практический аудит их процессов показал разрыв между бумагами и реальной сборкой под высокое давление. Заказ задержали на три месяца. С тех пор смотрю не на площадь, а на то, как выстроена цепочка: от контроля входного листового проката до финальной гидроиспытаний. Регион важен, но как узел в сети, а не как отдельная точка.
Например, в провинции Шаньдун сложился плотный кластер. Тут не просто заводы, а рядом производители качественных толстолистовых сталей, исследовательские центры по материалам и, что критично, аккредитованные лаборатории для неразрушающего контроля (НК). Если твой цех в радиусе 200 км от таких ресурсов — это уже плюс. Но опять же, это не гарантия. Видел предприятия в Хэбэе, которые, несмотря на менее выгодное расположение, выстроили безупречную логистику для специальных сталей и привлекли отличных специалистов по автоматизированной сварке. Их продукция иногда надежнее, чем у некоторых раскрученных игроков.
Поэтому мой ответ на вопрос где лучшие всегда начинается с уточнения: для какого именно сектора? Для химической промышленности, где нужна стойкость к агрессивным средам, или для энергетики, где ключевы циклы нагрузки? География лучших производств немного смещается в зависимости от ответа.
Критерии, о которых не пишут в брошюрах
Лицензия D-класса на сосуды под давлением — это must-have, об этом все знают. Но наличие лицензии и умение ей пользоваться в ежедневной работе — разные вещи. Один из косвенных, но очень показательных признаков — как на заводе обращаются с переделками. Идеальных производств не бывает. Допустим, при ультразвуковом контроле выявлена несплошность в основном шве. На слабом производстве попытаются дожать или даже скрыть. На сильном — сразу инициируют процедуру ремонта по утвержденному технологическому регламенту, переварят участок, повторно проведут весь комплекс НК и занесут всё в журнал с подписями ответственных. Такая культура качества формируется годами.
Еще один момент — работа с подрядчиками. Крупный сосуд — это часто сборка на месте. Лучшие заводы имеют не просто список монтажных бригад, а годами отработанные протоколы взаимодействия с ними, проводят для их сварщиков дополнительные аттестации. Видел, как на объекте в Сибири представитель завода из Цзинаня лично контролировал подогрев под сварочные работы при -30°C, потому что не доверял общим инструкциям местных монтажников. Это и есть та самая ответственность, которую не купишь.
И конечно, персонал. Цифры вроде 25 инженеров мало о чем говорят. Важен их реальный опыт и текучка. На одном из лучших, по моим наблюдениям, предприятий в этой сфере — ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа — я обратил внимание на деталь: многие ведущие технологи работают там с основания завода, что для Китая редкость. Это создает преемственность знаний. Их сайт (https://www.sdboyu.ru) не пестрит пустыми лозунгами, а довольно скупо дает факты: площадь в 160 000 м2, сертификация ISO9001, лицензии A-класса на котлы и D-класса на сосуды от AQSIQ. Но именно эта скупость и навела на мысль проверить их в деле.
Опыт из практики: от запроса до приемки
Пару лет назад нам понадобилась партия сепараторов высокого давления для проекта на Сахалине. Условия жесткие, требования по хладостойкости стали. Рассматривали несколько вариантов. В том числе обратились к Boyu. Что бросилось в глаза на этапе обсуждения техзадания — их инженеры не сразу давали ответы. Они запрашивали дополнительные данные по режимам эксплуатации, уточняли детали по коррозионной среде. Было ощущение, что они не продают коробку, а проектируют изделие под задачу. Это хороший знак.
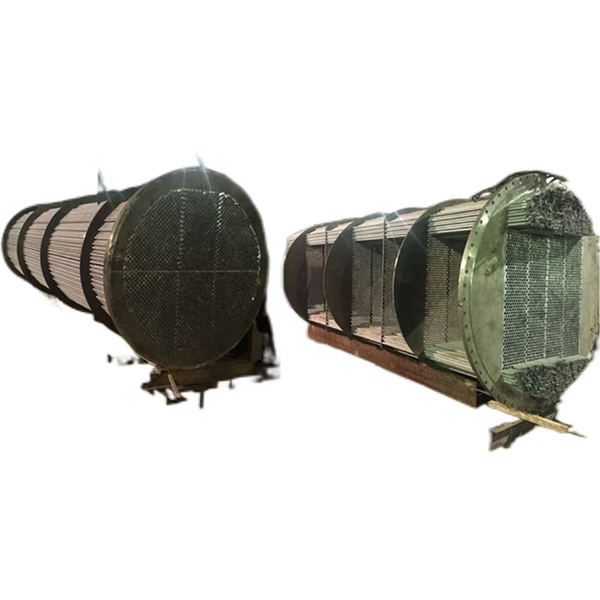
На этапе производства мы приезжали на выборочную инспекцию. Завод расположен, как указано в их описании, у подножия горы Тай. Инфраструктура впечатляет: собственный парк станков для механической обработки, цех термообработки. Но важнее было другое. В цехе сборки сосудов высокого давления я видел, как оператор УЗК-сканера фиксировал данные не на бумажку, а сразу в электронную систему, которая генерировала отчет. Меньше человеческого фактора. Также заметил, что для каждой плакированной детали был свой паспорт с прослеживаемостью до плакированного листа. Это уровень.
Были и нюансы. Сроки изготовления немного сдвинулись из-за задержки поставки одного из видов присадочной проволоки от их субпоставщика. Но вместо отмазок нам оперативно предоставили альтернативный вариант материала с полным пакетом сертификатов и расчетами на подтверждение пригодности. В итоге приемочные испытания (гидравлические и рентген) прошли без замечаний. Оборудование работает до сих пор. Этот случай подтвердил мысль: лучший завод — не тот, что не сталкивается с проблемами, а тот, что умеет их прозрачно и профессионально решать.
Распространенные ошибки при выборе
Многие, особенно новые игроки на рынке, фокусируются на цене за тонну металла. Это тупиковый путь. Себестоимость качественного сварного стального сосуда складывается из дорогих этапов: квалификация сварочных технологий, 100% контроль швов, термообработка для снятия напряжений, полный комплект документации. Если цена подозрительно низкая, почти наверняка сэкономлено на одном из этих этапов. Потом эти сэкономленные тысячи выльются в десятки тысяч на ремонтах и простоях.
Другая ошибка — оценивать только главный цех. Обязательно нужно смотреть на вспомогательные мощности: свою станцию подготовки сжатого воздуха (влажность влияет на качество сварки), свои мощности по термообработке (печи отжига), свою лабораторию для механических испытаний. Если завод всё это отдает на аутсорс в разные места, риски потери контроля качества растут в геометрической прогрессии. Упомянутая ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа как раз демонстрирует комплексный подход, имея в штате 52 инженерно-технических работника и полный цикл внутри своей площадки в 100 000 м2 построек.
И последнее — недооценка важности финальной документации. Надежный производитель предоставляет не только паспорт изделия. Это полный досье: сертификаты на материалы, отчеты по НК (рентген, УЗК, капиллярный контроль), протоколы испытаний сварщиков, акты гидроиспытаний с графиками давление-время, инструкции по монтажу и эксплуатации. Если на этапе коммерческих переговоров с документацией возникают сложности или заминки, это красный флаг.
Итог: лучшие — это про экосистему, а не про адрес
Так где же они? Если обобщить, то лучшие производства сварных стальных сосудов высокого давления в Китае сегодня — это не отдельные заводы-звезды. Это устойчивые экосистемы, чаще всего сконцентрированные в промышленных кластерах Шаньдуна (район Цзинаня, Вэйфана), Цзянсу и Сычуани. Но ключ — даже не в этом.
Ключ — в зрелости процессов. В том, что решения принимают опытные инженеры, а не только менеджеры по продажам. В глубокой интеграции контроля качества в каждый этап, а не в финальной проверке для галочки. В готовности нести ответственность за продукт на протяжении всего его жизненного цикла.
Поэтому, когда меня теперь спрашивают, куда обращаться, я не называю один город. Я советую составить короткий список из 3-4 производителей с полным циклом и хорошим набором лицензий, а затем обязательно организовать личную инспекцию. Смотреть не на презентации, а на цеха, разговаривать с технологами, проверять, как ведется журнал сварочных работ. Только так можно найти своего надежного партнера. А географически он может оказаться и в довольно неожиданном месте, но с абсолютно предсказуемо высоким результатом.