

Где Китай сосуды под высокое давление заводы внедряют инновации?
2026-02-18
Когда говорят об инновациях в производстве сосудов под давлением в Китае, многие сразу представляют гигантские государственные корпорации или шумные технопарки. Но реальность часто оказывается в другом месте — в цехах, где слышен гул станков и где инженеры решают конкретные, а иногда и очень грязные, проблемы. Сам работал на нескольких предприятиях и видел, как внедрения происходят не по учебникам, а почти что на ощупь, с кучей проб и ошибок. Вот об этом и хочу порассуждать.
Не там, где ищут: инновации как ежедневная практика
Главное заблуждение — считать, что прорывные технологии приходят только из НИИ или с дорогих зарубежных линий. На деле, значительная часть прогресса рождается прямо на производственной площадке. Возьмем, к примеру, сварку толстостенных обечаек. Теория говорит одно, а на практике, при смене партии стали или при колебаниях влажности в цехе, все параметры могут ?поплыть?. Инновацией здесь становится не новый лазерный комплекс, а доработанная местными технологами методика подогрева и последовательность проходов, которая снижает уровень остаточных напряжений. Это не патентуется в глянцевых журналах, но именно это позволяет пройти строгий контроль уровня качества на особо ответственных объектах.
Видел на одном из заводов в Шаньдуне, как годами мучились с деформацией после термообработки крупногабаритных колонных аппаратов. Пробовали и жесткое крепление, и разные режимы отпуска. Решение пришло, в итоге, от мастера со стажем — он предложил несимметричную выгрузку из печи с поэтапным охлаждением определенных зон. Звучит как кустарщина? Возможно. Но процент брака упал в разы. Это и есть та самая почва, где растут настоящие инновации — из опыта и необходимости решить проблему здесь и сейчас.
Еще один момент — материалы. Переход на новые марки сталей, например, для работы в сероводородсодержащих средах, — это всегда боль. Сертификация, отработка режимов сварки, поиск поставщиков. Не каждый завод готов на это идти, потому что это означает остановку текущего производства, обучение персонала, риск. Те, кто идет, часто делают это под давлением конкретного заказа от нефтегазового гиганта. И вот тут начинается настоящая работа: совместные испытания с металлургами, пробные участки швов, дефектоскопия. Успех такого перехода — это и есть показатель зрелости производства.
Роль цифровизации: от красивых графиков до реального КПД
Сейчас модно говорить о ?цифровых двойниках? и ?индустрии 4.0?. На многих китайских заводах висят плакаты об этом. Но когда спускаешься в цех, картина может быть иной. Да, внедряют системы контроля параметров сварки в реальном времени, которые пишут все данные в облако. Это огромный шаг вперед для отслеживаемости. Однако ключевой вопрос: кто и как эти данные анализирует? Часто все упирается в человека. Видел ситуацию, где система годами выдавала предупреждения о колебаниях напряжения в дуге, но их игнорировали, пока не случился серьезный непровар на ответственном изделии. Инновация оказалась бесполезной без изменения культуры работы.
С другой стороны, есть и удачные кейсы. Например, использование простых планшетов с чертежами и технологическими картами непосредственно на рабочих местах, вместо кип бумажных листов. Это сокращает ошибки при сборке, особенно для нестандартных изделий. Или система маркировки компонентов QR-кодами, которая позволяет отследить всю историю от плавки стали до испытаний готового сосуда. Это не ?высоколобая? инновация, но она радикально повышает управляемость и качество.
Здесь стоит упомянуть компанию ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. Заходя на их сайт (https://www.sdboyu.ru), видишь не просто перечисление мощностей, а акцент на интеграцию систем контроля. Из описания компании понятно, что они располагают серьезной базой (площадь в 160 000 кв. м, штат в 520 человек, включая инженерный состав) и необходимыми лицензиями (сосуды класса D, котлы класса A). Важно то, что они позиционируют себя не просто как производитель, а как технологическая группа. Это намекает на более глубокий подход к процессам. Их сертификация по ISO 9001 — это обязательный минимум сегодня, но сам факт, что они это подчеркивают в контексте своего расположения у подножия горы Тайшань — символа устойчивости — интересный маркетинговый ход, который говорит о внимании к репутации.
Испытания как полигон для нововведений
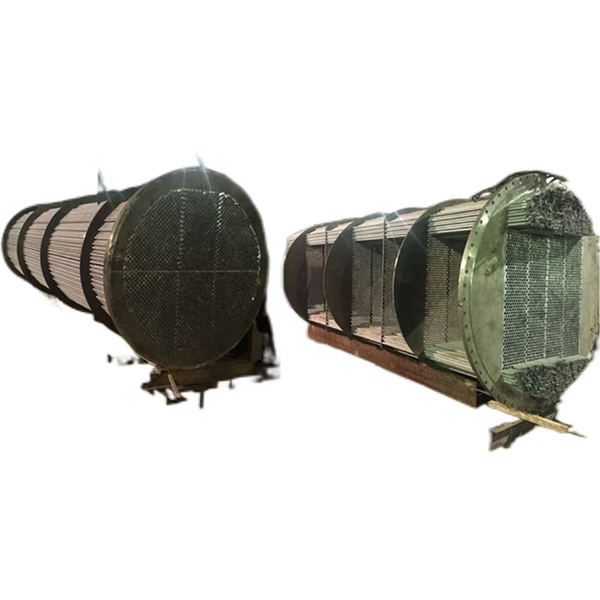
Цех испытаний — это место, где все теоретические наработки и цеховые ухищрения проходят проверку на прочность. Именно здесь часто рождаются идеи для доработок. Гидравлические и пневматические испытания — это не просто формальность. Наблюдая за поведением сосуда под давлением, за деформациями, за скоростью падения давления, опытный специалист может многое понять о качестве сборки и сварки.
Одна из проблем, с которой сталкиваются многие — это проведение испытаний для сверхкрупногабаритных аппаратов, которые невозможно поместить в традиционные испытательные стенды. Приходится идти на нестандартные решения: проводить испытания секциями, разрабатывать мобильные установки для опрессовки на месте монтажа. Это вынужденная инновация, которая потом может стать ноу-хау завода. Знаю случай, когда для испытания огромного скруббера пришлось спроектировать и собрать систему насосов и запорной арматуры прямо на строительной площадке. Полученный опыт потом лег в основу стандартной процедуры для подобных заказов.
Не менее важны и неразрушающие методы контроля. Внедрение томографии вместо классической рентгенографии для критичных сварных швов — это дорого, но оно того стоит. Это позволяет выявлять дефекты в объеме, а не на плоскости. Решение о таком переходе — всегда компромисс между стоимостью и требованиями заказчика. Заводы, которые работают на атомную или аэрокосмическую отрасль, идут на это быстрее. Остальные смотрят на их опыт и постепенно перенимают.
Кадры: самая консервативная и самая важная часть уравнения
Любая, даже самая продвинутая технология, упирается в людей. Подготовка сварщиков высшей категории, которые могут варить под просмотром видеокамер и датчиков, — это отдельная боль. Старая гвардия часто с недоверием относится к новым цифровым системам, считая, что ?рука чувствует лучше?. И в чем-то они правы. Но будущее за синтезом опыта и данных.
Инновации в обучении — это тоже инновации для завода. Создание своих учебных центров с тренажерами-имитаторами сварки, приглашение специалистов из отраслевых институтов, стажировки на передовых предприятиях. Компания, которую я упоминал, ООО Шаньдун Бойю, судя по количеству инженерно-технического персонала (22 человека управления, 5 с учеными званиями), делает на этом акцент. Наличие таких кадров — это предпосылка для того, чтобы не просто копировать, а адаптировать и улучшать технологии.
Самая большая ошибка — купить дорогое оборудование и не обучить людей им пользоваться. Видел, как современная станция плазменной резки с ЧПУ годами использовалась лишь на 10% своего потенциала, потому что программист уволился, а нового не нашли. Инновация провалилась. Поэтому сейчас умные руководители вкладываются не только в железо, но и в головы, создавая систему непрерывного обучения и удерживая ключевых специалистов.
Взаимодействие с заказчиком: источник требований и драйвер изменений
Часто именно жесткие, а иногда и кажущиеся невыполнимыми требования заказчика становятся катализатором изменений. Когда нефтяная компания требует гарантированного срока службы аппарата в 30 лет в агрессивной среде, это заставляет пересматривать все: от выбора антикоррозионного покрытия до методик расчета усталостной прочности.
Работа над такими проектами — это всегда совместный процесс. Заказчик присылает своих инспекторов, которые буквально живут на заводе во время изготовления. Их замечания, их стандарты — это бесценный опыт. Конфликты на этой почве — обычное дело, но именно через них происходит выравнивание по международному уровню. Умение не просто сделать ?как по чертежу?, а понять глубинную суть требования и предложить свое, лучшее решение — это высший пилотаж.
Например, требование по чистоте внутренней поверхности сосуда для пищевой или фармацевтической промышленности. Кажется, просто отполируй. Но как обеспечить эту полировку в сварном шве, в зонах вокруг штуцеров? Приходится разрабатывать специальные технологии шлифовки, использовать эндоскопы для контроля. Это целое направление для инноваций, рожденное внешним запросом.
В итоге, возвращаясь к изначальному вопросу: инновации во внедрении на заводах по производству сосудов под давлением в Китае — это не точка на карте, а процесс. Он происходит в цехах, в испытательных лабораториях, в конструкторских бюро и даже в спорах с заказчиком. Это путь проб и ошибок, где успех определяется не только инвестициями в оборудование, но и в людей, в культуру качества и в готовность решать нестандартные задачи. И глядя на динамику последних лет, видно, что этот путь ведет вверх, пусть и не по прямой линии.