

Заводы Китая по сосудам высокого давления?
2026-01-21
Когда слышишь этот вопрос, первое, что приходит в голову — масштаб. Огромные цеха, ряды станков. Но на деле, ключевое часто не в размерах, а в специфике и, что важнее, в понимании норм. Многие ошибочно полагают, что ?китайский? автоматически означает ?простой и дешевый?. В сегменте сосудов высокого давления это давно не так. Речь идет о сложных инженерных изделиях, где цена сбоя — катастрофа. Я много лет работал с разными поставщиками, и могу сказать: китайские производители сейчас — это целый спектр: от конвейеров для стандартных решений до заводов, способных на уникальные проекты под жесткие стандарты ASME, PED или российские ПБ. Проблема часто в том, чтобы найти именно своего поставщика, который говорит на одном с тобой техническом языке, а не просто предлагает каталог.
Лицензии и ?бумажка? против реальных процессов
Всякий серьезный разговор начинается с лицензий. Класс D, класс A… Это обязательный минимум, табличка на сайте. Но за ней должна стоять система. Помню, как мы впервые заказывали партию теплообменников. Поставщик бодро показывал сертификат на производство сосудов под давлением. А на месте, при инспекции, выяснилось, что их контроль сварных швов — это формальность, протоколы заполняются ?задним числом?. Мы тогда сорвали сделку, хотя цена была очень привлекательной. Опыт научил: сертификат ISO9001 — это хорошо, но надо смотреть, как живет система. Как ведется журнал предварительного нагрева под сварку? Как маркируется и отслеживается каждая заготовка? Это и есть та самая ?производственная культура?, которую не купишь.
Вот, к примеру, возьмем ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. У них на сайте (https://www.sdboyu.ru) указано, что они имеют лицензию класса D и класс A для котлов, а также сертификат ISO9001. Компания, судя по описанию, располагает солидными мощностями — площадь в 160 000 кв.м, штат в 520 человек, включая инженерный состав. Это уже говорит о масштабе, способном брать крупные заказы. Но для меня, как для технолога, более показателен факт наличия 22 инженерно-технических работников управления. Это намекает на то, что есть не просто цех, а проектный офис, который может вести диалог по чертежам и техусловиям. Хотя, повторюсь, это все надо проверять вживую.
Именно поэтому сейчас, выбирая партнера, мы всегда настаиваем на предконтрактной инспекции. Не на показухе, а на реальном цехе в рабочий день. Смотрим на состояние оборудования, на то, как организовано складирование материалов (часто листы ржавые валяются под открытым небом?), на квалификацию сварщиков — их удостоверения должны быть актуальными. Один раз видел, как оператор плазменной резки вручную правил программу прямо в контроллере, потому что инженер ушел на обед. Мелочь? Нет. Это системная ошибка в процессе.
Материалы: от металла до документов
Здесь кроется одна из главных ?засад?. Многие заводы закупают сталь у крупных комбинатов, и вроде бы все в порядке. Но traceability — прослеживаемость — часто хромает. Должна быть цепочка документов от плавки до готового изделия: сертификат завода-изготовителя металла, результаты входящего контроля (химия, механика), отчеты по УЗК плит. В Китае с этим стало строже, но не везде. Особенно важно для низколегированных сталей, работающих при низких температурах или в агрессивных средах.
Работая над проектом для северных месторождений, мы требовали сталь с гарантированной ударной вязкостью при -40°C. Поставщик прислал сертификаты, все в норме. Но наш инспектор взял пробы от партии и отправил в независимую лабораторию. Результаты по KCU оказались на грани допустимого. Завод начал оправдываться, мол, партия такая, в целом сталь хорошая. Пришлось давить и требовать замены всей партии заготовок. Потеряли месяц, но избежали потенциальной аварии. После этого в контракты всегда включаем пункт о праве выборочного независимого тестирования материалов за наш счет.
Кстати, о средах. Если нужен сосуд для работы с сероводородом (H2S), требования к твердости сварного шва и термообработке уже совсем другие. Не каждый завод, делающий отличные воздухосборники для компрессоров, справится с такой задачей. Тут нужна именно специализация, а не универсальность.
Сварка и контроль — сердце производства
Это, без преувеличения, критический участок. Автоматическая сварка под флюсом (SAW) для продольных и кольцевых швов — уже стандарт для толстостенных аппаратов. Но как настроены автоматы? Как часто калибруют аппаратуру? Видел цеха, где проволока и флюс хранились прямо на полу, в сырости. Качество шва в таких условиях непредсказуемо.
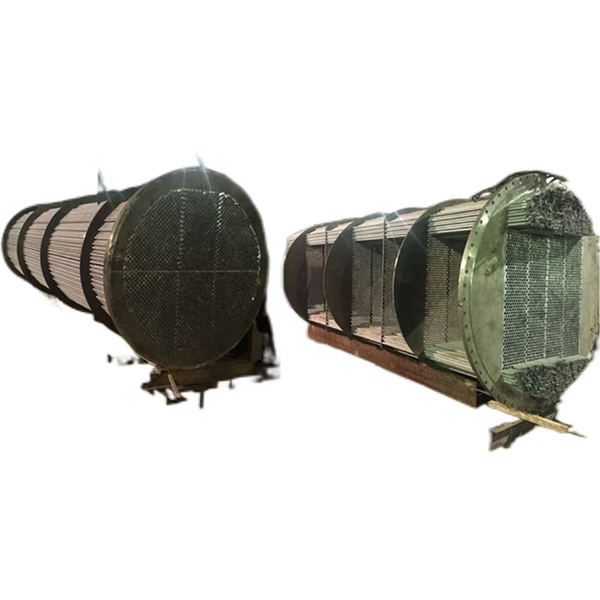
Обязательно спрашиваю про процент радиографического контроля (РК) и ультразвукового контроля (УЗК). Некоторые предлагают по умолчанию только выборочный РК, ссылаясь на стоимость. Для ответственных аппаратов это неприемлемо. Нужен 100% контроль основных швов, причем с оформлением рентгенограмм и протоколов по стандартам, которые поймет ваш инспектор по надзору. Однажды получили партию сепараторов, где протоколы УЗК были на китайском без дубляжа, а на графиках не было понятных обозначений. Пришлось отправлять своего специалиста для перепроверки на месте — дополнительные расходы и задержки.
Отдельная история — постобработка швов (зачистка, термообработка для снятия напряжений). Печь для термообработки — дорогое удовольствие. Ее наличие сразу отделяет серьезного игрока от мастерской. Надо смотреть, есть ли у завода возможность проводить полный цикл термического воздействия по заданной программе, а не просто ?прогреть? газовыми горелками.
Логистика и ?непроизводственные? сложности
Допустим, аппарат сделан идеально. Как его доставить? Габариты и вес сосудов высокого давления часто выходят за рамки стандартных контейнеров. Требуется негабаритная перевозка. Многие китайские заводы, особенно расположенные внутри страны, имеют слабый опыт в организации такой международной логистики. Они делают изделие, грузят его на заводской двор и говорят: ?Забирайте?.
Приходится самому искать экспедитора, который разберется с китайскими разрешениями на перевозку, оформлением на таможне, погрузкой на судно. Это огромный пласт работы. Хорошо, когда у завода есть выделенный логистический отдел, который ведет клиента ?от ворот до порта? или даже ?до двери?. В описании Шаньдун Бойю упоминается местоположение у подножия горы Тайшань. С одной стороны, это может означать хорошую инфраструктуру региона, с другой — удаленность от крупных портов вроде Шанхая или Тяньцзиня. Это нужно учитывать в расчете сроков и стоимости доставки.
Еще один момент — упаковка. Морская перевозка — это соль, влага, вибрация. Аппараты должны быть надежно защищены от коррозии (вакуумная упаковка, ингибиторы), все патрубки — заглушены, а выступающие части — защищены от повреждений. Не раз получал оборудование в помятых заглушках или с следами конденсата внутри. Мелочь, но неприятная.
Цена, сроки и реалии переговоров
?Китайская цена? — это миф в нашем сегменте. Да, она часто ниже европейской или американской, но не в разы. Экономия достигается за счет оптимизации процессов и стоимости рабочей силы, но не за счет качества материалов или контроля. Если вам предлагают цену на 30-40% ниже рыночной — это красный флаг. Скорее всего, экономят на чем-то критическом: толщине стенки, классе стали, объеме контроля.
Сроки — вечная боль. Стандартный производственный цикл на сложный аппарат — 4-6 месяцев. Многие заводы, чтобы получить заказ, смело называют 3 месяца. Почти всегда это нереально. Задержки возникают из-за закупки специфической фурнитуры (клапаны, предохранительные устройства), согласования изменений в чертежах или просто из-за загрузки цехов. Нужно закладывать буфер в график и жестко прописывать в контракте штрафные санкции за срыв сроков, но с пониманием, что иногда форс-мажор (например, внезапная проверка органов надзора) — дело реальное.
Переговоры — это не просто обсуждение цены. Это выработка общего технического языка. Очень полезно иметь на стороне завода русского-speaking инженера или качественного переводчика с техническим уклоном. Ошибки в трактовке требований к испытаниям (гидравлические, пневматические) или к документации (какой именно состав паспорта изделия нужен для регистрации в Ростехнадзоре) могут обойтись очень дорого. Иногда проще и дешевле заплатить немного больше, но работать с заводом, у которого уже есть успешный опыт поставок именно в СНГ и который понимает наши нормы.
В целом, рынок китайских производителей сосудов под давлением созрел для сложных задач. Но подход к выбору партнера должен быть инженерным, а не коммерческим. Доверять, но проверять каждый этап. Смотреть не на красивые картинки с сайта, а на цеха, на людей, на систему. Только тогда сотрудничество будет надежным и, что самое главное, безопасным.