

Завод Китая по изготовлению сосудов высокого давления: технологии и экология?
2026-02-03
Когда слышишь про китайские заводы по сосудам высокого давления, сразу возникает картинка: гигантские цеха, дым, стандартные решения. Но это поверхностно. На деле, ключевой вопрос сейчас — не просто сделать прочную толстостенную банку, а как совместить современные технологии с экологическими требованиями, которые уже не просто ?бумажка?, а реальное условие для выхода на международный рынок, включая наш российский. Много говорят о ?зеленом производстве?, но на практике часто упирается в стоимость и привычные, годами отработанные, но грязные процессы. Вот об этом и хочу порассуждать, исходя из того, что видел и с чем сталкивался.
Технологическая база: не только станки, но и подход
Если брать современный китайский завод, например, как ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (сайт их, кстати, https://www.sdboyu.ru), то сразу видна разница. Это не просто производственная площадка. Они там у подножия Тайшаня расположились, площадь под 160 000 ?квадратов? — масштабы серьезные. Но дело не в размерах. Лицензия на сосуды класса D и котлы класса A от AQSIQ — это показатель допуска к сложным заказам. Однако сама лицензия — лишь входной билет.
Главное, на что я всегда смотрю — это цепочка от проектирования до контроля. Раньше часто бывало: конструкторы работают в отрыве от технологов, те — от сварщиков. В итоге на выходе получаем идеальный по чертежам сосуд, но с точки зрения производства — кошмар: недоступные для контроля швы, перерасход металла, проблемы с последующей термообработкой. Сейчас, у нормальных производителей, это пытаются интегрировать. Используют системы CAD/CAE, чтобы сразу моделировать напряжения, оптимизировать форму. Но вот нюанс: даже с хорошим софтом, итоговое решение часто принимает инженер с опытом. Компьютер может выдать несколько вариантов, а выбрать тот, который и прочнее, и металла меньше уйдет, и сваривать удобнее — это уже человеческий фактор, основанный на практике, иногда на ошибках прошлых проектов.
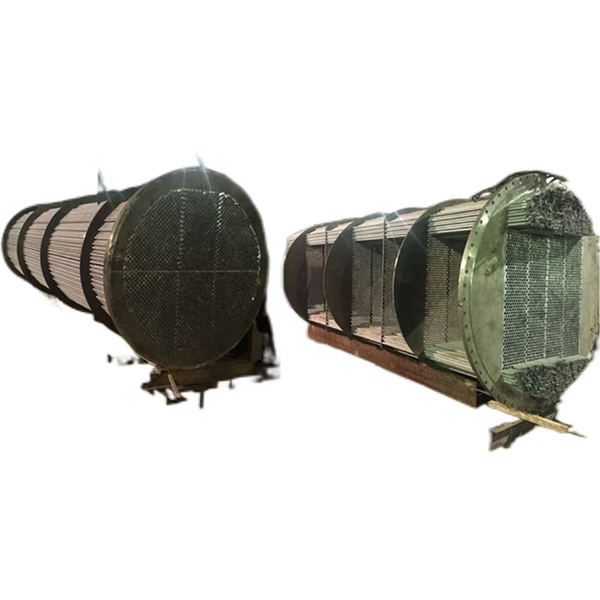
Возьмем, к примеру, производство колонн синтеза для химии. Там толщина стенок, многослойная конструкция. Теоретически все просчитано. Но когда начинаешь гнуть лист на вальцах под такой толщиной, может проявиться внутренняя дефектность стали, о которой в сертификате не пишут. Или после сварки под флюсом — возникают внутренние напряжения, которые потом, при гидроиспытаниях, могут дать микротрещину не там, где ждешь. Поэтому технологи на месте всегда имеют запасной вариант — чуть другой режим отпуска, например. Это не по ГОСТу, это по внутреннему регламенту, который написан кровью, в смысле — бракованными изделиями в прошлом.
Экология в цеху: от абстракции к конкретным счетам
С экологией интересная история. Многие думают, что на заводе по сосудам главное загрязнение — это выбросы от печей термообработки или гальванических линий (если они есть). Да, это важно. Но есть менее очевидные вещи. Та же самая ООО Шаньдун Бойю, судя по их описанию и сертификату ISO 9001 (хотя это больше про менеджмент качества), наверняка столкнулась с вопросом утилизации шлама после механической обработки.
Раньше охлаждающая эмульсия для станков ЧПУ, на которых вытачивают фланцы или днища, сливалась ?как есть?, отстаивалась в яме, и твердый осадок (металлическая стружка, абразив) вывозился на свалку. Сейчас это дорого и незаконно. Приходится ставить системы очистки, сепараторы, которые отделяют стружку, фильтруют эмульсию для повторного использования. Оборудование дорогое, но оно окупается за счет экономии на покупке новой жидкости и на штрафах. Это и есть та самая ?экология?, которая бьет по карману, но которую уже нельзя игнорировать, особенно если хочешь поставлять в страны с жестким регулированием.
Другой момент — покраска и пескоструйная обработка. Раньше красили чем попало, с огромным содержанием летучих органических соединений. Сейчас переход на порошковые краски или материалы с низким VOC — это тренд. Но опять же, для порошковой окраски нужна специальная камера, система рекуперации, точный контроль температуры полимеризации. Не каждый завод, даже с лицензией D-класса, сразу на это идет. Часто начинают с малого — с участка для ответственных изделий на экспорт. Видел такое: в одном цеху стоят две камеры — старая, для обычных заказов по ТУ, и новая, ?экологичная?, для продукции под европейский стандарт EN 13445. И технология разная, и стоимость конечного изделия отличается на 15-20%. Вот тебе и практический компромисс между экологией и экономикой.
Материалы и контроль: где кроются риски
Качество сосуда высокого давления начинается с металла. Все знают про сертификаты, про химический состав и механические свойства. Но есть нюансы в логистике и приемке. Китайские производители сейчас часто работают с крупными металлургическими комбинатами вроде Baosteel. Но даже оттуда может прийти партия, где в сертификате все идеально, а на деле — неоднородность по толщине листа или повышенное содержание серы на отдельных участках, что потом аукнется при сварке горячими трещинами.
Поэтому хороший завод имеет свою лабораторию не только для контроля сварных швов (УЗК, рентген), но и для входного контроля металла. Спектрометр — обязательно. Но также делают вырезки-образцы на растяжение и ударную вязкость (особенно при отрицательных температурах, если сосуд для северных регионов). Видел ситуацию, когда партия плит прошла по паспортам, но ударная вязкость оказалась на нижнем пределе. Технологи приняли решение — но не забраковать всю партию, а использовать эти листы для менее ответственных элементов, не для обечаек, а для опорных элементов, например. Это гибкость, которая приходит с опытом и пониманием рисков.
И конечно, сосуды высокого давления немыслимы без неразрушающего контроля. Целые бригады дефектоскопистов. Но и здесь технологии меняются. Старые пленочные рентген-аппараты уступают место цифровым радиографическим системам (CR, DR). Преимущество — скорость и меньше вредных отходов (химия для проявки пленки). Но! Цифровая картинка требует другой квалификации расшифровщика. Можно ?проглядеть? дефект из-за неправильно выбранной контрастности на мониторе. Поэтому переход на новое — это всегда период двойного контроля: и по-новому, и по-старому, для перестраховки. Затратно, но необходимо.
Интеграция и автоматизация: мифы и реальность
Говорят про ?умные заводы?. В производстве сосудов полная роботизация пока невозможна — слишком много штучных, нестандартных изделий. Но участки автоматической сварки под флюсом или в среде защитных газов — это норма. Вот, к примеру, сварка продольных швов обечаек. Робот ведет стабильно, параметры записываются в память, всегда есть журнал. Это и есть элемент экологии — стабильное качество шва минимизирует риск будущих утечек, аварий, то есть экологических катастроф при эксплуатации.
Но есть операции, где машина не заменит человека. Где нужно ?пощупать? процесс. Та же сборка узлов с большими допусками, подгонка по месту. Или визуальный контроль корня шва при сварке в труднодоступных местах. Тут нужен глаз и чутье сварщика высшего разряда. Автоматизация хороша для типовых, повторяющихся операций. А сосуд высокого давления — часто штучный продукт, маленькая серия или вообще единственный экземпляр. Поэтому гибкость производства, возможность быстро перенастроить стенд или оснастку — это иногда важнее, чем конвейерная линия.
Кстати, о гибкости. Упомянутая компания из Шаньдуна с ее штатом в 500 с лишним человек, включая 22 инженерно-технических работника управления, — это структура, которая позволяет создавать проектные группы под конкретный сложный заказ. Это не конвейер по выпуску баллонов для газа. Это именно подход ?проектного производства?, где технологии подбираются и адаптируются под задачу. И в этом подходе уже изначально заложена возможность учесть экологические аспекты — не как обузу, а как часть технического задания.
Взгляд в будущее: давление не только внутри сосуда
Куда все движется? Давление на производителей растет не только внутри сосудов, но и снаружи — со стороны рынка и законодателей. Будет ужесточаться контроль за полным жизненным циклом: от выплавки стали (углеродный след) до утилизации самого сосуда после выработки ресурса. Это потребует новых материалов, может быть, более широкого применения композитов или специальных сталей, которые служат дольше, но при этом их производство менее энергозатратно.
С технологической точки зрения, думаю, будет развитие аддитивных технологий (3D-печать) для создания сложных элементов арматуры или теплообменных устройств, встраиваемых в сосуд. Пока это дорого, но для уникальных решений в атомной или водородной энергетике может стать оправданным. И здесь снова встанет вопрос экологии самой технологии печати — порошковая металлургия, утилизация остатков порошка и т.д.
В итоге, возвращаясь к начальному вопросу. Завод в Китае по изготовлению сосудов высокого давления сегодня — это уже не просто металлообрабатывающий цех. Это комплекс, где переплетаются advanced engineering, строжайший контроль качества и набирающие вес экологические практики. Успех будет не у того, у кого самые большие вальцы, а у того, кто сумеет интегрировать все эти аспекты в единый процесс, сохранив при этом экономическую целесообразность. Как это делает, например, группа ООО Шаньдун Бойю Тяжелой Промышленности Технологии, используя свою площадку и кадры для создания продуктов, конкурентоспособных не только ценой, но и технологической и экологической зрелостью. Это уже не будущее, это настоящее, в котором приходится работать.