

Китайские производители стальных сосудов высокого давления?
2026-01-31
Когда слышишь этот вопрос, первое, что приходит в голову — это масштаб, огромные цифры и низкие цены. Но за этим часто теряется главное: колоссальный разрыв между заводами, где качество и подход к работе могут отличаться, как небо и земля. Многие ошибочно думают, что ?китайский? автоматически означает ?дешёвый и ненадёжный?, особенно для такой ответственной продукции, как стальные сосуды высокого давления. На деле же всё упирается в конкретного производителя, его историю, оснастку и, что критически важно, менталитет в отношении контроля качества. Сейчас попробую объяснить, исходя из того, что видел сам.
Лицензии и сертификаты — это только билет на вход
Да, все серьёзные игроки имеют лицензии AQSIQ, ASME, PED, AD 2000-Merkblatt, что угодно. Например, у компании ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (сайт — https://www.sdboyu.ru) есть лицензия на сосуды класса D и котлы класса A, плюс ISO 9001. Это обязательный минимум, без которого даже разговаривать не о чем. Но вот нюанс: наличие сертификата на стене не гарантирует, что каждый сварной шов на каждой партии будет идеальным. Я видел заводы с полным набором ?бумаг?, где в цеху царил хаос, а контрольные журналы заполнялись постфактум. И наоборот.
Поэтому первый практический шаг — это не запрос сертификатов (их пришлют все), а попытка понять культуру производства. Как они относятся к несоответствиям? Есть ли у них система, которая ловит дефект до того, как изделие покинет цех? Упомянутая Shandong Boyu, судя по описанию их площадей (160 000 кв.м) и штату инженеров (22 человека управленческого инженерно-технического состава), — это явно крупное предприятие с структурированным подходом. Но даже с такими гигантами нужно смотреть в детали.
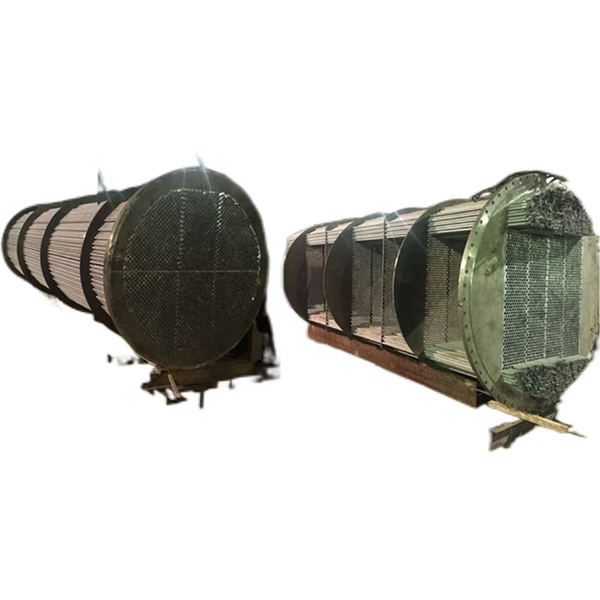
Однажды мы заказывали партию теплообменников, и поставщик, тоже с блестящими сертификатами, ?сэкономил? на контроле химического состава стали для трубных решёток. Вроде мелочь, но при определённых параметрах среды это привело к ускоренной коррозии. Сертификаты на материал были, но они были ?усреднёнными? на всю партию, а не на каждую плавку. Вывод: бумага терпит, а металл — нет. Нужно глубже смотреть в цепочку поставок сырья.
Сталь — это не просто ?сталь?
Вот здесь кроется масса подводных камней. Китайские металлургические комбинаты производят стали по ГОСТ, ASME SA, EN — любой стандарт. Качество варьируется. Хороший производитель сосудов работает с проверенными поставщиками металла и имеет свою лабораторию для входящего контроля. Проверяют не только сертификат, но и делают выборочный спектральный анализ, проверку ударной вязкости. Если завод экономит на этом этапе, всё летит в тартарары.
Например, для корпусов под очень высокое давление часто идёт сталь типа SA-516 Gr.70 или российские аналоги. Ключевой момент — качество ковки или проката заготовки (поковки, лист). Видел случаи, когда в листе были внутренние расслоения, не выявленные ультразвуком. В процессе механической обработки или уже на объекте это могло привести к серьёзным проблемам. Поэтому сейчас мы всегда оговариваем обязательный 100% УЗК-контроль заготовок от определённой толщины.
Ещё один момент — traceability, прослеживаемость. Каждая плавка, каждый лист должны иметь свой номер, который проходит через весь процесс изготовления сосуда высокого давления и попадает в итоговый паспорт изделия. Это не бюрократия, а необходимость. Если возникает вопрос, всегда можно понять, откуда ноги растут. Не все заводы это делают безупречно.
Сварка и термообработка — где рождается надёжность
Сердце производства. Можно иметь идеальную сталь, но испортить всё на этапе сварки. Крупные заводы имеют автоматизированные линии для продольных и кольцевых швов корпусов — это хорошо. Но многое зависит от сварщиков и технологов. Их квалификация (сертификаты NDT, например) — must-have.
Но вот что часто упускают из виду: контроль за подогревом перед сваркой и последующая термообработка (отпуск для снятия напряжений). Температурные кривые, скорость нагрева и охлаждения — это святое. Был у меня опыт, когда на одном небольшом заводе печь для термообработки была перегружена, и сосуды стояли в очереди. В итоге, некоторые из них прошли обработку с отклонениями от графика. Дефект не виден глазу, но остаточные напряжения могут аукнуться позже. Приёмка ультразвуком или рентгеном швов таких вещей не покажет, нужно смотреть документацию по термообработке.
После сварки обязателен 100% контроль швов: сначала радиографический (РК) или ультразвуковой (УЗК), затем — испытание давлением (гидравлическое и/или пневматическое). Испытательное давление — это всегда стресс. Наблюдал, как при гидроиспытаниях на заводе Shandong Boyu (судить могу по видеоотчётам и протоколам) проявлялась микротечь в одном из сварных соединений трубной обвязки. Не критично для корпуса, но они не пустили изделие дальше, переварили узел полностью. Это и есть тот самый правильный подход.
Вспомогательное оборудование и ?мелочи?
Часто фокус только на самом сосуде, а арматура, приборы КИПиА, опоры — это отдаётся на откуп завода или покупается отдельно. Это ошибка. Плохой предохранительный клапан может свести на нет безопасность самого дорогого сосуда. Крупные производители, как та же Boyu, часто имеют собственное производство или жёстко контролируемые каналы для комплектующих. Это плюс.
На этапе монтажа и пусконаладки всплывают ?мелочи?: несовпадение фланцевых отверстий по российской и европейской системе (DIN vs ГОСТ), разная твердость уплотнительных поверхностей, качество внутренней зачистки и пассивации. Однажды получили сосуд, внутри которого после транспортировки обнаружилась окалина и следы коррозии — видимо, промыли плохо и не просушили перед консервацией. Пришлось делать уже на месте. Теперь в техзадание всегда включаем пункт о чистоте внутренней поверхности и методах консервации.
Логистика, коммуникация и итоговые мысли
Изготовление — это полдела. Как упакуют, как погрузят? Для тяжеловесных аппаратов нужен специальный транспорт и крепёж. Видел, как многотонную колонну погружали ?на живую?, с рывками — это кошмар для сварных швов. Ответственные заводы предоставляют схемы строповки и разрабатывают транспортные чертежи.
Что касается коммуникации… Идеально, когда с тобой на связи не просто менеджер по продажам, а инженер-технолог или представитель ОТК, который может на ходу ответить на вопрос по чертежу или материалу. По моему опыту, у крупных и средних предприятий, позиционирующих себя именно как производители (а не торговые дома), такая возможность есть. Сайт https://www.sdboyu.ru — это их лицо, но реальность проверяется в переписке и в ответах на технические запросы.
Итак, китайские производители? Да, это мощная и разнородная сила. Выбор не между ?Китаем? и ?не-Китаем?, а между конкретным заводом с его глубинной производственной культурой и другим. Нужно смотреть вглубь: сырьё, контроль на каждом этапе, отношение к дефектам. Лицензии — это входной билет. А настоящая игра начинается в цеху, у сварочного поста и в лаборатории. И здесь есть компании, которые работают не просто на объём, а на репутацию, понимая, что сосуд высокого давления — это не товар, а ответственность. Остальные… с ними просто не стоит иметь дело, какие бы привлекательные цены они ни предлагали.