

Китай: инновации в производстве сосудов высокого давления?
2026-02-01
- Откуда растут ноги: материалы и их ?характер?
- Сварка: где робот не заменит глаз и опыт
- Конструкция и расчеты: тишина после ?войны? программ
- Испытания и сертификация: финишная прямая с неожиданностями
- Логистика и монтаж: то, о чем часто забывают на стадии проектирования
- Взгляд вперед: куда дует ветер?
Когда говорят про инновации в производстве сосудов высокого давления в Китае, многие сразу думают о гигантских заводах и роботах. Но реальность часто сложнее и интереснее — это не только про автоматизацию, а про то, как материалы, контроль качества и даже логистика сталкиваются с практическими задачами. Порой кажется, что главная инновация — это умение адаптировать передовые технологии к жестким требованиям рынка и специфике местного производства.
Откуда растут ноги: материалы и их ?характер?
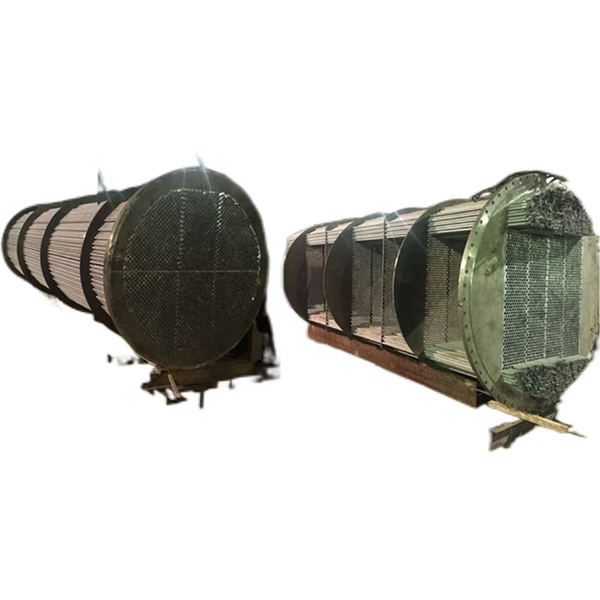
Начну с основы — стали. Раньше была большая зависимость от импортных марок, особенно для критичных объектов. Сейчас же китайские металлургические комбинаты, например, по производству сосудов высокого давления, активно развивают собственные аналоги, скажем, стали типа Q345R или 16MnDR. Но тут есть нюанс: партия к партии может ?гулять? по ударной вязкости при низких температурах. Приходится каждый раз тщательно проверять сертификаты и делать свои вырезки для испытаний. Помню случай на одном химическом заводе в Шаньдуне, где из-за якобы незначительного отклонения в химическом составе пришлось переделывать целую партию обечаек — сроки сорвались, но лучше перебдеть.
Инновации здесь часто идут не в создании чего-то абсолютно нового, а в доработке существующего. Внедрение методов более точного контроля химического состава в реальном времени на сталелитейном производстве — это серьезный шаг. Это позволяет минимизировать брак еще до того, как сталь попадет на завод-изготовитель сосудов под давлением.
И конечно, композитные материалы. Говорят о них много, но в массовом сегменте для крупногабаритных сосудов применение пока точечное. Чаще это специальные проекты, где нужна коррозионная стойкость или снижение веса. Цена вопроса все еще высока, и не каждый заказчик готов платить.
Сварка: где робот не заменит глаз и опыт
Автоматическая и роботизированная сварка — это уже давно не новость. Но ключевой момент — подготовка кромок и контроль на каждом проходе. Видел на одном из предприятий, как внедрили систему лазерного сканирования шва в процессе сварки под флюсом. Технология вроде бы передовая, но сработала идеально только после того, как технологи ?обучили? ее распознавать специфические дефекты, характерные именно для их типа сборки. Без этого человеческого опыта — просто дорогая игрушка.
Большой прогресс вижу в области контроля. Ультразвуковой контроль (УЗК) с фазированными решетками (PAUT) и радиографический контроль (РК) с цифровыми детекторами вместо пленки стали стандартом для ответственных швов. Это не просто ?проверить?, а получить оцифрованную карту дефекта, которую можно анализировать и архивировать. Для сертификации и отслеживания истории изделия — бесценно.
Но опять же, оборудование — это полдела. Квалификация персонала, который интерпретирует эти данные, решает все. Знаю несколько инцидентов, когда из-за неверной трактовки эхосигналов на УЗК пришлось срезать абсолютно годный шов. Дорого и обидно.
Конструкция и расчеты: тишина после ?войны? программ
Раньше главным был ручной расчет по стандартам вроде GB150 (китайский аналог ASME). Сейчас без конечно-элементного анализа (FEA) даже не подступаются к сложным узлам — к переходникам, патрубкам в зонах высоких локальных напряжений. Программы типа ANSYS или Abaqus стали рабочими инструментами.
Интересный тренд — интеграция систем CAD/CAE. Конструктор создает модель, а инженер-прочнист сразу может запустить предварительный анализ напряжений. Это сокращает итерации в разы. Но парадокс в том, что иногда эта простота приводит к легкомыслию. Мол, программа посчитала — значит, все хорошо. А ведь нужно еще правильно задать граничные условия, выбрать адекватную сетку… Был прецедент, когда из-за слишком грубой сетки в зоне крепления опоры просмотрели концентратор напряжений. К счастью, выявили на этапе гидроиспытаний.
Здесь, кстати, хорошо видна роль компаний с полным циклом, где конструкторский отдел и отдел прочности работают в одной связке. Например, ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (информацию о компании можно найти на https://www.sdboyu.ru) — это как раз пример такого интегратора. Они не просто собирают сосуды, а имеют собственную мощную инженерную базу, что позволяет им глубоко прорабатывать нестандартные проекты, а не просто следовать типовым решениям.
Испытания и сертификация: финишная прямая с неожиданностями
Гидравлические испытания — это святое. Давление, время, температура воды — все по регламенту. Но инновации пришли и сюда. Все чаще используют не просто манометры, а системы сбора данных с датчиков, которые фиксируют давление и деформацию (с помощью тензодатчиков) в реальном времени. Это дает не бинарный результат ?прошел/не прошел?, а целую кривую поведения сосуда.
Сертификация — отдельная история. Наличие у производителя лицензии AQSIQ на производство сосудов под давлением класса D и котлов класса A — это не просто бумажка. Это доступ к рынку. Но процесс получения и, главное, поддержания этой лицензии — это постоянные аудиты, проверки сварочных процедур, квалификации сварщиков. Система менеджмента качества, сертифицированная по ISO9001, — это каркас, на который все это нанизывается.
Для компании, расположенной, как Шаньдун Бойю, у подножия горы Тай, с ее серьезными производственными мощностями (площадь в 160 000 кв. м — это вам не шутки) и штатом в 520 человек, включая 22 инженерно-технических работника управления, такой системный подход — необходимость. Без этого просто невозможно координировать работу таких масштабов и соблюдать все стандарты.
Логистика и монтаж: то, о чем часто забывают на стадии проектирования
Вот сделали отличный сосуд высокого давления, провели все испытания. А как его везти? Габариты и вес часто становятся ограничивающим фактором. Инновации в логистике — это не про космос, а про умение спроектировать изделие с учетом транспортных коридоров, возможности разборки на крупные узлы.
Видел, как для одного заказа в отдаленный регион сосуд пришлось делить на три части-отправочные элементы не из-за технологии, а потому что мост на пути не позволял пропустить более тяжелую машину. Сварные стыки в полевых условиях — это всегда дополнительный риск и стоимость. Теперь на этапе коммерческого предложения часто сразу подключают логистов.
Монтаж на месте — это отдельная наука. Даже идеально сделанный на заводе сосуд можно испортить неправильной установкой, неверным выравниванием или некорректным подключением трубопроводов, создающим нерасчетные нагрузки. Поэтому ведущие производители все чаще не просто продают оборудование, а сопровождают его шеф-монтажом и пусконаладкой, передавая опыт напрямую.
Взгляд вперед: куда дует ветер?
Если говорить о будущем, то, на мой взгляд, основные усилия будут направлены не столько на революционные прорывы, сколько на глубокую цифровизацию и интеграцию всего жизненного цикла изделия — от заказа стали до мониторинга состояния в эксплуатации. Концепция ?цифрового двойника?.
Уже сейчас некоторые продвинутые заводы присваивают своим сосудам QR-коды, в которых зашита вся история: материалы, сварщики, результаты контроля, сертификаты. При ремонте или инспекции через 10 лет это спасет кучу времени и нервов.
Другой вектор — энергоэффективность и экология. Это и новые схемы утилизации тепла, и разработка сосудов для новых видов топлива, например, водорода, где свои специфические требования по материалам и безопасности. Это уже не просто сосуд, а часть сложной технологической системы. И здесь опыт таких компаний, как упомянутая Шаньдун Бойю, с их квалифицированными кадрами (5 человек с ассоциированными званиями, 25 — с младшими и средними) и опытом работы по международным стандартам, будет критически важен. Ведь инновации — это в конечном счете не про железо, а про людей, которые умеют это железо грамотно рассчитать, изготовить и применить.