

Китай: инновации в сварке сосудов давления?
2026-01-30
Когда слышишь про инновации в сварке сосудов под давлением из Китая, первая мысль — опять про роботов и лазеры. Но реальность, как всегда, сложнее и интереснее. Часто упускают из виду, что главный прорыв — не в одной ?волшебной? технологии, а в том, как их собирают в единую систему на производстве, от чертежа до финального шва. И здесь есть чему удивляться, и чему учиться.
Не только автоматизация, а системный подход
Много говорят про автоматическую сварку под флюсом или электронно-лучевую. Да, это мощно. Но настоящая инновация, которую я наблюдал на ряде китайских производств, — это глубокая интеграция процессов. Например, цифровая модель сосуда (скажем, тот же толстостенный реактор) сразу передаётся в управляющие программы для станков плазменной или газовой резки, а затем — в сварочные комплексы. Минимизация ?ручных? переводов данных резко снижает риск рассогласования.
При этом сохраняется здоровая прагматичность. Не везде и не всегда ставят самого дорогого робота. Часто видны гибридные решения: например, механизированная сварка в среде защитных газов (MIG/MAG) для длинных кольцевых швов цилиндрических обечаек, но ответственные узлы, тройники, переходы с разнотолщинными элементами — всё ещё за опытными сварщиками под аргоном. Но их работа уже подготовлена: кромки обработаны с высокой точностью, сборка на точных стендах, что исключает лишние ?наплывы? и напряжения.
Кстати, о напряжениях. Одна из ключевых проблем при сварке толстого металла — термообработка для снятия напряжений. Видел, как на одном из заводов внедрили локальный индукционный нагрев с компьютерным контролем температурного поля прямо по ходу выполнения многослойного шва. Это не просто печь для всего изделия, а точечное управление структурой металла в зоне термического влияния. Эффективность по энергозатратам и качеству впечатляет.
Материалы и подготовка кромок: где кроется успех
Часто инновации спрятаны в мелочах. Возьмём подготовку кромок. Казалось бы, рутина. Но от геометрии разделки зависит всё: расход присадочного материала, скорость, риск непровара или, наоборот, прожога. На современных китайских линиях для сосудов давления всё чаще используется станковая обработка кромок с ЧПУ, которая даёт не просто ?гладко?, а с точно заданным профилем, включая притупление. Это особенно критично для высокопрочных сталей, где перегрев опасен.
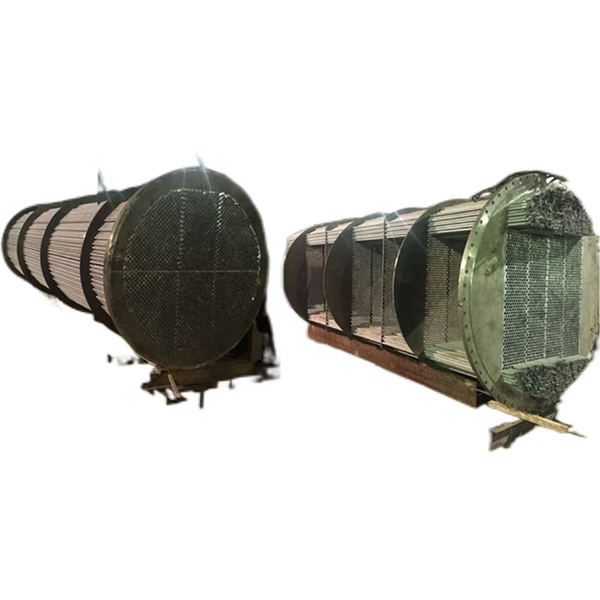
Сами материалы. Работа с новыми марками сталей, включая нержавеющие дуплексные или жаропрочные сплавы, требует абсолютно другой культуры сварки. Видел, как на предприятии ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа (их сайт — sdboyu.ru) для сварки подобных материалов организовали выделенные ?чистые? зоны с контролем влажности, температурным режимом хранения сварочной проволоки и флюсов. Это не гламур, а суровая необходимость для предотвращения пор и растрескивания. Их подход, описанный в сертификатах вроде ISO9001 и лицензии на сосуды класса D, на деле означает жёсткий протокол на каждом этапе.
И да, присадочные материалы. Китайские производители давно не просто копируют западные аналоги. Есть разработки по проволоке для сварки, которая даёт более пластичный металл шва при высокой прочности. Пробовали как-то на ремонте сепаратора — результат по ударной вязкости был на уровне, а по цене заметно выгоднее. Конечно, не всё и не всегда, нужно тщательно подбирать под конкретную задачу.
Контроль качества: от рентгена до цифрового двойника
Здесь прогресс, пожалуй, самый очевидный. Ультразвуковой контроль (УЗК) с фазированными решётками (PAUT) и томографией уже не экзотика. Он позволяет не просто найти дефект, а построить его 3D-модель и оценить, насколько он критичен. Это меняет саму философию контроля: не ?брак/не брак?, а ?оценить риски и принять решение?.
Но есть нюанс. Само по себе оборудование — всего лишь инструмент. Ключевое — это квалификация и независимость специалистов по неразрушающему контролю (НК). На серьёзных производствах, которые поставляют оборудование на экспорт, отдел НК имеет прямой выход на гендиректора, минуя производственников. Это исключает давление ?ну надо сдать заказ, подправь отчёт?.
Ещё один тренд — создание цифрового двойника сварочных операций. Все параметры (ток, напряжение, скорость, температура подогрева) с каждого аппарата пишутся в базу данных и привязываются к конкретному шву, который потом проверяется рентгеном или УЗК. Накопив статистику, можно оптимизировать режимы для конкретных сборочных единиц. Это уже не просто контроль, а предиктивная аналитика для будущих проектов.
Практические сложности и ?подводные камни?
При всей продвинутости, проблемы остаются. И часто они управленческие. Внедрение новой технологии упирается в сопротивление старых кадров. ?Мы всегда так варили и всё было хорошо? — этот аргумент силён везде. Успешные внедрения, которые я видел, всегда сопровождались обучением и вовлечением мастеров и сварщиков-ветеранов в процесс настройки. Когда человек сам участвовал в отладке робота для сложного шва, он становится его адептом.
Другая частая проблема — логистика и масштабирование. Сложная система, отлично работающая на прототипе или мелкосерийном производстве, может давать сбои при больших объёмах. Например, та же система цифрового слежения за параметрами сварки требует бесперебойной работы сети, обслуживания серверов, резервного копирования. Если IT-инфраструктура слабая, инновация превращается в головную боль.
И, конечно, стоимость. Высокотехнологичное оборудование для сварки и контроля — огромные инвестиции. Не каждое предприятие может себе это позволить. Поэтому рынок сегментирован: есть флагманы вроде упомянутой Шаньдун Бойю, которые делают сложные аппараты для нефтехимии и энергетики, и есть масса мелких заводов, работающих по старинке. Но общий тренд — движение вверх по цепочке создания стоимости через качество и технологичность.
Взгляд в будущее: куда движется отрасль?
Думаю, следующий шаг — это искусственный интеллект в прямом смысле. Не просто запись параметров, а система, которая в реальном времени анализирует изображение сварочной ванны (через специальные камеры), колебания дуги и сама корректирует режим для компенсации, скажем, небольшого зазора или изменения теплопроводности. Первые прототипы таких систем уже есть.
Ещё одно направление — аддитивные технологии. Речь не о печати всего сосуда на принтере (пока это фантастика для крупногабаритного оборудования), а о ремонте и наращивании изношенных или повреждённых участков методом наплавки. Направленная энергетическая наплавка (DED) позволяет точно восстанавливать геометрию ответственных деталей, экономя ресурсы.
В конечном счёте, суть инноваций в Китае в этой области — не в том, чтобы удивить мир одной технологией, а в построении устойчивой, воспроизводимой системы качества. От сертифицированного материала и точной заготовки, через контролируемый и документированный процесс сварки, до всестороннего контроля и прослеживаемости каждого шва. Это менее эффектно, чем летающий робот-сварщик, но именно это позволяет создавать сосуды под давлением, которые десятилетиями работают на химических заводах и электростанциях по всему миру. И в этом плане опыт китайских коллег, особенно крупных инжиниринговых компаний, становится всё более весомым и заслуживающим внимательного изучения.