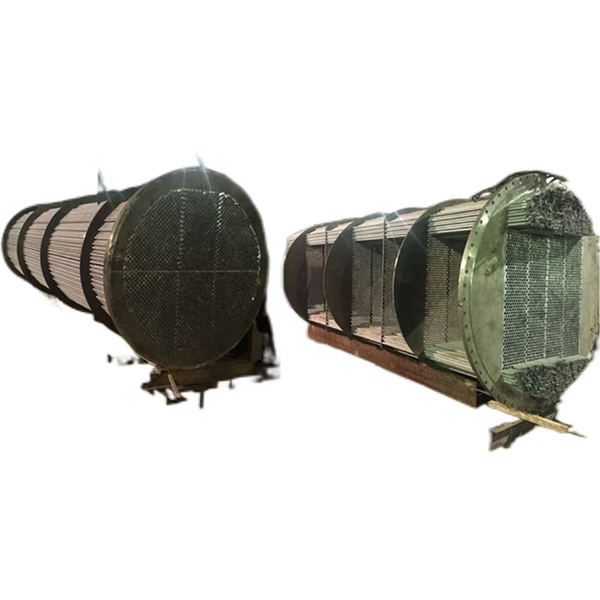


Ключевые производители Китая вертикальных кожухотрубчатых теплообменников?
2026-02-23
Когда речь заходит о вертикальных кожухотрубчатых теплообменниках из Китая, многие сразу думают о гигантах вроде ?Харбина? или ?Ланьчжоу?. Но реальность сложнее. Ключевые игроки — это часто не самые разрекламированные бренды, а те, кто годами сидит на конкретных сегментах: химия, нефтепереработка, энергетика. И здесь есть нюанс: многие ?производители? на деле лишь сборщики, а реальная компетенция — в проектировании под высокие давления и коррозионные среды. Сам видел, как заказчики платили за имя, а потом месяцами ждали переделок по сварным швам или компенсаторам. Давайте разбираться, кто действительно что-то делает.
Кто считается ?ключевым?? Критерии, которые редко озвучивают
В отрасли нет официального рейтинга. Для меня ключевой производитель — тот, кто не просто имеет лицензию D-класса на сосуды под давлением (это, по сути, обязательный минимум), но и самостоятельно ведет расчеты на усталость, вибрацию, термические напряжения. Например, для вертикального аппарата высотой 10+ метров с внутренним давлением под 5 МПа и температурным градиентом — это критично. Многие китайские заводы берут типовые проекты и масштабируют, что приводит к проблемам на этапе пусконаладки. Ключевой игрок должен иметь историю успешных проектов именно в сложных условиях, а не просто длинный каталог.
Еще один момент — материалы. Настоящие производители часто имеют собственные участки плазменной и лазерной резки, гибки труб, а также партнерские отношения с металлургическими комбинатами по специфическим сталям вроде 316L, duplex 2205 или титана. Если завод закупает все заготовки на стороне, его возможности по адаптации дизайна сильно ограничены. Помню случай на одном нефтехимическом заводе под Омском: китайский теплообменник начал течь по трубной решетке после полугода работы — оказалось, использовалась не та марка стали для трубок, хотя по паспорту все сходилось. Производитель был из второго эшелона, без собственного металлоконтроля.
Третий критерий — наличие инжиниринга. Это не просто отдел с чертежниками, а команда, способная провести верификацию расчетов в Ansys или PV Elite, предложить альтернативную схему компоновки трубных пучков или тип развальцовки. Таких в Китае не сотни, а десятки. Часто они не самые крупные по площади, но имеют глубокую специализацию. Например, некоторые сфокусированы на аппаратах для процессов МЭА-очистки газа, где критична стойкость к растрескиванию под напряжением. Их имена не всегда на слуху у трейдеров, но их знают технологи на производствах.
География и специализация: не только Цзянсу и Шаньдун
Принято считать, что весь тяжелый теплообменный котёл Китая сосредоточен в провинции Цзянсу. Это правда лишь отчасти. Да, там высокая концентрация заводов, особенно вокруг Нанкина и Чжанцзягана, но многие из них работают на объем, а не на сложность. Для стандартных вертикальных теплообменников на 1,6 МПа — да, их выбор огромен. А вот для вертикальных кожухотрубчатых теплообменников с плавающей головкой или U-образными трубками для условий глубокого вакуума или средах с содержанием сероводорода — нужно смотреть в сторону специализированных предприятий в Шаньдуне, Хэнане и даже в Сычуани.
Шаньдун, в частности, интересен своей промышленной культурой, уходящей корнями в тяжелое машиностроение. Заводы здесь часто имеют более основательный подход к механообработке. Например, обработка трубных решеток толщиной под 300 мм — это не просто фрезеровка, а контроль твердости по сечению и ультразвуковой контроль сварных соединений с решеткой. Видел, как на одном из предприятий под Цзинанем для особо ответственных аппаратов делали пробную развальцовку на mock-up секции, чтобы подобрать оптимальное усилие и последовательность операций. Это та самая ?кухня?, которую не покажут в брошюре.
Отдельно стоит упомянуть северо-восток (Хэйлунцзян, Ляонин). Там сильны традиции советской школы проектирования, и некоторые производители до сих пор успешно работают по чертежам и стандартам, унаследованным от сотрудничества с СССР. Это может быть преимуществом для рынков СНГ, так как менталитет проектирования и подход к запасам прочности часто ближе. Но их слабое место — иногда устаревшее основное оборудование, например, станки для навивки трубных решеток старого поколения.
Пример из практики: ООО Шаньдун Бойю и почему это не просто ?еще один завод?
Возьмем для конкретики ООО Шаньдун Бойю Тяжелой Промышленности Технологии Группа. На первый взгляд — типичное крупное китайское предприятие с площадью в 160 000 м2 и лицензиями. Но если копнуть, становится интересно. Их расположение у подножия горы Тай — это не просто красивая картинка для сайта. Регион исторически связан с металлургией и тяжелым машиностроением, значит, вероятно, хороший доступ к квалифицированным сварщикам и инженерам-механикам. Персонал в 520 человек, включая 22 инженерно-технических работника управления — цифра, которая говорит о структуре, а не просто о количестве рабочих рук.
Важнее лицензии. Наличие лицензии на производство сосудов под давлением класса D и, что ключевое, квалификации котла класса A от AQSIQ — это серьезный допуск. Класс A для котлов подразумевает компетенцию в работе с высокими параметрами и сложными сварными соединениями, что напрямую пересекается с производством теплообменников для энергетики. Сертификация ISO9001:2008 — сейчас почти норма, но в сочетании с этими лицензиями указывает на выстроенную систему, а не на ?бумажку?. Для вертикального аппарата, где качество каждой трубной развальцовки и каждого сварного шва кожуха критично, такая система — must-have.
Работал с их аппаратами косвенно, через один проект в Казахстане. Это был вертикальный кожухотрубчатый теплообменник для подогрева гликоля. Давление в кожухе 2,5 МПа, среда — пароводяная смесь. Аппарат отработал без проблем, но что запомнилось — это детальная отчетность по материалам: были предоставлены сертификаты не только на основные листы и трубы, но и на электроды для сварки, что встречается нечасто. Из минусов — довольно долгая процедура согласования изменений в чертежах, что характерно для многих крупных китайских заводов: их система жестко регламентирована.
Типичные ошибки при выборе и ?подводные камни?
Самая большая ошибка — выбирать по цене за тонну металла. Конструкция вертикального теплообменника такова, что экономия в 10% на толщине стенки кожуха или на качестве трубок может обернуться аварией. Один мой знакомый технолог купил аппарат у ?привлекательного? по цене производителя. В итоге при гидроиспытаниях выявили негерметичность нескольких трубок в пучке — оказалось, использовались трубки с отклонением по толщине стенки на пределе допуска, и при развальцовке пошли микротрещины. Ремонт на месте занял месяц, простои — колоссальные.
Второй камень — транспортировка и монтаж. Вертикальный аппарат высотой 15 метров — это уже задача по логистике и установке. Некоторые производители, особенно не имеющие опыта поставок в СНГ, не предусматривают в конструкции дополнительные монтажные проушины или усиления для строповки, рассчитанные на специфику наших монтажников. Приходится на месте ?изобретать велосипед?. Лучшие из ключевых производителей предоставляют детальные карты строповки и учитывают это в расчетах на нагрузки.
Третий момент — документация и сопровождение. Бывает, что паспорт аппарата и чертежи приходят с ошибками в переводе или с несоответствием стандартам (ГОСТ против ASME). Ключевой производитель обычно имеет в штате или на надежном аутсорсе инженеров, которые готовят документацию на русском языке приемлемого качества, с правильными терминами. Это мелочь, но она сильно экономит время на этапе приемки и получения разрешений Ростехнадзора.
Взгляд в будущее: куда движутся китайские производители?
Тренд очевиден: уход от простого копирования к собственным разработкам и цифровизации. Ведущие игроки все активнее внедряют системы цифрового контроля сварки, когда каждый сварной шов имеет цифровой паспорт с параметрами. Это уже не экзотика. Для заказчика это плюс — полная прослеживаемость. Также растет интерес к использованию композитных материалов для трубных пучков в агрессивных средах, но это пока больше пилотные проекты.
Еще один тренд — комплексные решения. Вместо поставки одного теплообменника, предлагается модуль в сборе: аппарат, насосы, арматура, КИПиА, смонтированные на общей раме. Это особенно востребовано в нефтегазовой отрасли на удаленных месторождениях. Здесь ключевые производители начинают тесно сотрудничать с инжиниринговыми компаниями, что повышает их ценность, но и требует другой компетенции — теперь они отвечают за увязку всего оборудования.
Что касается рынка СНГ, то китайские производители стали гораздо лучше понимать наши нормативы. Раньше была большая проблема с согласованием расчетов на прочность по нашим нормам. Сейчас некоторые, особенно те, кто давно поставляет, имеют наработанные методики и даже штатных экспертов, знакомых с ПБ 03-576-03. Это серьезно упрощает жизнь. Думаю, в ближайшие годы мы увидим не просто рост количества поставок, а углубление специализации: появятся признанные лидеры в сегментах ?теплообменники для МГП? или ?для мини-НПЗ?.
В итоге, возвращаясь к вопросу о ключевых производителях… Их список не статичен. Сегодня это может быть десяток предприятий, которые доказали свою надежность в конкретных, сложных проектах, а не просто те, у кого самый красивый сайт или агрессивный отдел продаж. Нужно смотреть на историю, на реальные объекты, на глубину инжиниринга и на отношение к ?нестандартным? запросам. Именно по этим критериям и стоит их оценивать.